



Jeśli uśrednimy wymiar to tak, jednak drobne pofalowania na tej głębokości będą już widoczne.
Strumień wody to nie frez i nie ma dużej sztywności. W głąb materiału chropowatość się nieco zwiększa.
Błąd kąta krawędzi w przypadku grubych blach stalowych.


-
 skoti
skoti
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1743
- Rejestracja: 28 gru 2004, 23:56
- Lokalizacja: Rybnik
Ja bym nie był takim optymistą i raczej wartość 0.25 do 0.3 mm będzie właściwsza .Oczywiście na stronę , czyli kostka 100x100mm na dole będzie miała ok 100.5 - 100.6 x 100.5 -100.6 . Chyba ze poszukasz maszyny która ma kompensacje stożka za pomocą uchylnej głowicy . Wg mnie jeżeli twój detal ma być tak dokładny to lepiej ten detal wyciąć z naddatkiem i na gotowo obrobić na czymś innym .
Moj chomik
http://chomikuj.pl/skotisobek
http://chomikuj.pl/skotisobek
-
 Krako
Krako
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 5
- Posty: 815
- Rejestracja: 27 lut 2012, 05:14
- Lokalizacja: Kraków
Ogólnie klocek ma mieć dwie bazy które będą docelowo szlifowane do 1 setki.
Tylko zastanawia mnie czym najlepiej wyciąć taki klocek
Cięcie laserem odpada bo 130-140mm blacha za gruba.
Plazma pewnie też nie da rady, palnikiem tlenowym? Ale taki klocek będzie miał pełno naprężeń od cięcia tlenem.
Więc pozostaje chyba tylko woda i cięcie z większym naddatkiem.
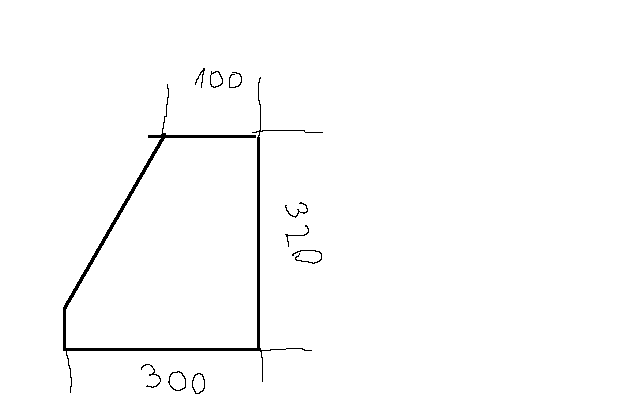
Rysunek nie w skali, rysowałem na szybko.
Tylko zastanawia mnie czym najlepiej wyciąć taki klocek
Cięcie laserem odpada bo 130-140mm blacha za gruba.
Plazma pewnie też nie da rady, palnikiem tlenowym? Ale taki klocek będzie miał pełno naprężeń od cięcia tlenem.
Więc pozostaje chyba tylko woda i cięcie z większym naddatkiem.
Rysunek nie w skali, rysowałem na szybko.
Ja i moje maszyniątka https://www.facebook.com/KKMachines






