




po wrzuceniu tego pliku f3d ja tam widze trzy razy pattern, ale masz skopiowane same punkty a nie geometrie.
Save to dxf zapisuje tylko trzy okręgi bo tylko one są na szkicu (przynajmniej u mnie) pozostałe to "puste" punkty. Na pewno dobrze wybierasz okrąg ?
Autodesk Fusion 360 - kącik porad


-
cood
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 4
- Rejestracja: 10 wrz 2015, 23:26
- Lokalizacja: Warszawa
Re: Autodesk Fusion 360 - kącik porad
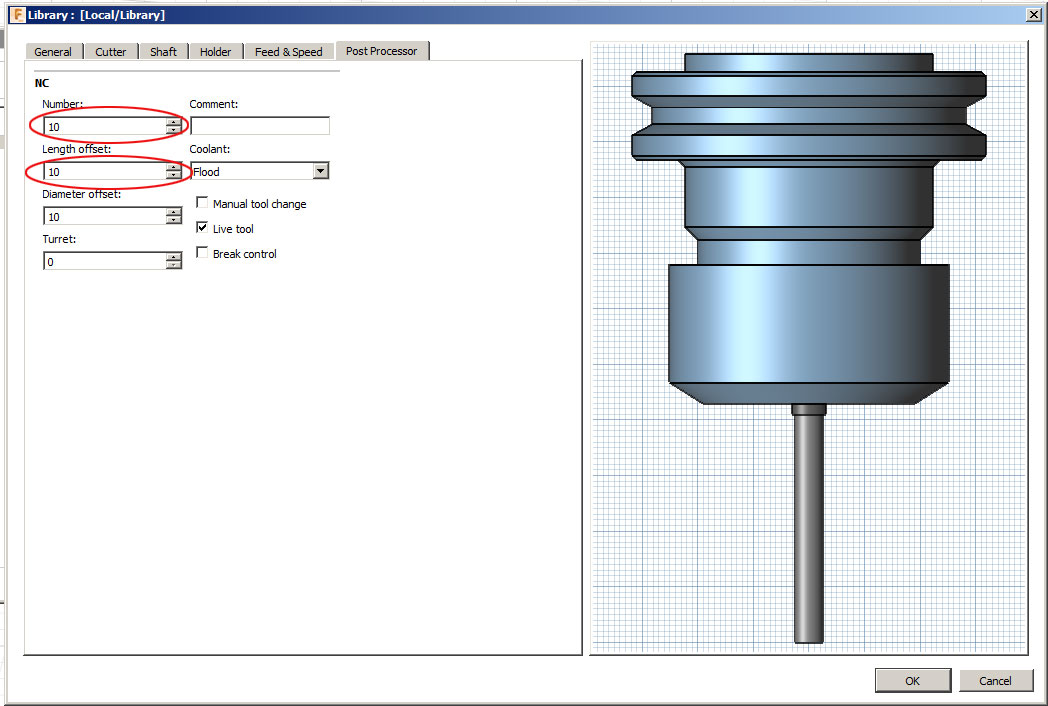
u mnie problemem było to, iż tworząc nowe narzędzia w zakładce post procesor ustawiałem length offset na 0, a tam ma byc wpisany numer narzędzia.
pozdrawiam
a.
-
dlewczuk
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 65
- Rejestracja: 11 lut 2015, 12:46
- Lokalizacja: Siedlce
Re: Autodesk Fusion 360 - kącik porad
Pole Length Offset to numer pola korekcji długości narzędzia z tabeli narzędzi na maszynie. Nie zawsze jest taki sam jak numer narzędzia. Często dla każdego narzędzia używa się po prostu pierwszego pola z tabeli, czyli trzeba wpisać 1, ale często jest też tak jak piszesz, że numer korekcji długości narzędzia i korekcji promienia jest taki sam jak numer narzędzia. Ale równie dobrze może być taka sytuacja, że numer narzędzia to 10, korekcja długości to 1, a korekcja promienia to 3. Zależy to od maszyny i od przyjętej metody pracy z korektami narzędzia.
-
zahar
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 7
- Posty: 34
- Rejestracja: 25 lis 2013, 23:25
- Lokalizacja: Lublin
Re: Autodesk Fusion 360 - kącik porad
Cześć,
Szukam właściwego postprocessora dla fusion 360 do mojej frezarki Serona. Frezarka bez problemu rozumie g-kody z programu Ucancam.
tu fragment takiego kodu:
G90G17G21
M06 T1
S24000
G00 X0.000 Y0.000 Z10.000 F6000
G00 X-2.220 Y4.480 Z10.000
G00 X-2.220 Y4.480 Z3.000
G01 X-2.220 Y4.480 Z0.000 F2000
G01 X-2.017 Y4.575 Z-0.129
G01 X-1.804 Y4.663 Z-0.262
G01 X-1.587 Y4.742 Z-0.396
G01 X-1.366 Y4.810 Z-0.529
G01 X-1.142 Y4.868 Z-0.662
G01 X-0.917 Y4.915 Z-0.796
G01 X-0.689 Y4.952 Z-0.929
G01 X-0.459 Y4.979 Z-1.062
G01 X-0.229 Y4.995 Z-1.196
G01 X0.002 Y5.000 Z-1.329
G01 X0.233 Y4.995 Z-1.462
G01 X0.463 Y4.978 Z-1.596
G01 X0.693 Y4.952 Z-1.729
G01 X0.920 Y4.915 Z-1.862
G01 X1.147 Y4.867 Z-1.996
G01 X1.371 Y4.808 Z-2.129
G01 X1.592 Y4.740 Z-2.263
G01 X1.810 Y4.661 Z-2.397
G01 X2.023 Y4.572 Z-2.530
G01 X2.233 Y4.474 Z-2.664
G01 X2.437 Y4.366 Z-2.797
G01 X2.637 Y4.248 Z-2.931
G01 X2.830 Y4.122 Z-3.065
G01 X3.018 Y3.986 Z-3.198
G01 X3.199 Y3.842 Z-3.332
G01 X3.374 Y3.690 Z-3.466
G01 X3.541 Y3.530 Z-3.599
G01 X3.700 Y3.363 Z-3.733
G01 X3.852 Y3.188 Z-3.866
G01 X3.995 Y3.006 Z-4.000
G02 X5.000 Y0.000 R5.000
G02 X3.690 Y-3.374 R5.000
G02 X-2.637 Y-4.248 R5.000
G02 X-4.661 Y1.810 R5.000
G02 X0.920 Y4.915 R5.000
G02 X3.995 Y3.006 R5.000
.
.
.
G00 X42.695 Y-6.898 Z10.000 F6000
G00 X42.695 Y-6.898 Z3.000
G01 X42.695 Y-6.898 Z-18.500 F2000
G01 X42.750 Y-6.554 Z-18.701
G01 X42.845 Y-5.903 Z-19.081
G01 X42.930 Y-5.251 Z-19.461
G01 X43.005 Y-4.597 Z-19.841
G01 X43.070 Y-3.942 Z-20.221
G01 X43.125 Y-3.287 Z-20.601
G01 X43.170 Y-2.630 Z-20.980
G01 X43.205 Y-1.973 Z-21.360
G01 X43.230 Y-1.316 Z-21.740
G01 X43.245 Y-0.658 Z-22.120
G01 X43.250 Y-0.000 Z-22.500
G03 X-31.897 Y-29.208 R-43.250
G03 X43.250 Y0.000 R43.250
G00 X43.250 Y-0.000 Z10.000 F6000
M30
a tu cały g-kod --
Ściągnąłem postprocesory dedykowane do fusion 360, które podobnie by wyglądały takie jak: ART, AXYZ, FlashCut, GPLUS, HAAS ST-10, Kit Mill series, Laguna CNC, Mach3Mill, MillPlus, NCT, NUM.
Spróbowałem kilku, co prawda już jakiś czas temu i nie wszystko pamiętam, w każdym razie, albo wcale nie szło, albo program zatrzymywał się i był komunikat o błędzie.
Czy ktoś z Was kojarzy może postprocessor dla fusion 360, który dawałby g-kod jak ten z Ucancama?
(Szukałem odpowiedzi na moje pytanie na forum, ale nie znalazłem. Więc pytam.)
Szukam właściwego postprocessora dla fusion 360 do mojej frezarki Serona. Frezarka bez problemu rozumie g-kody z programu Ucancam.
tu fragment takiego kodu:
G90G17G21
M06 T1
S24000
G00 X0.000 Y0.000 Z10.000 F6000
G00 X-2.220 Y4.480 Z10.000
G00 X-2.220 Y4.480 Z3.000
G01 X-2.220 Y4.480 Z0.000 F2000
G01 X-2.017 Y4.575 Z-0.129
G01 X-1.804 Y4.663 Z-0.262
G01 X-1.587 Y4.742 Z-0.396
G01 X-1.366 Y4.810 Z-0.529
G01 X-1.142 Y4.868 Z-0.662
G01 X-0.917 Y4.915 Z-0.796
G01 X-0.689 Y4.952 Z-0.929
G01 X-0.459 Y4.979 Z-1.062
G01 X-0.229 Y4.995 Z-1.196
G01 X0.002 Y5.000 Z-1.329
G01 X0.233 Y4.995 Z-1.462
G01 X0.463 Y4.978 Z-1.596
G01 X0.693 Y4.952 Z-1.729
G01 X0.920 Y4.915 Z-1.862
G01 X1.147 Y4.867 Z-1.996
G01 X1.371 Y4.808 Z-2.129
G01 X1.592 Y4.740 Z-2.263
G01 X1.810 Y4.661 Z-2.397
G01 X2.023 Y4.572 Z-2.530
G01 X2.233 Y4.474 Z-2.664
G01 X2.437 Y4.366 Z-2.797
G01 X2.637 Y4.248 Z-2.931
G01 X2.830 Y4.122 Z-3.065
G01 X3.018 Y3.986 Z-3.198
G01 X3.199 Y3.842 Z-3.332
G01 X3.374 Y3.690 Z-3.466
G01 X3.541 Y3.530 Z-3.599
G01 X3.700 Y3.363 Z-3.733
G01 X3.852 Y3.188 Z-3.866
G01 X3.995 Y3.006 Z-4.000
G02 X5.000 Y0.000 R5.000
G02 X3.690 Y-3.374 R5.000
G02 X-2.637 Y-4.248 R5.000
G02 X-4.661 Y1.810 R5.000
G02 X0.920 Y4.915 R5.000
G02 X3.995 Y3.006 R5.000
.
.
.
G00 X42.695 Y-6.898 Z10.000 F6000
G00 X42.695 Y-6.898 Z3.000
G01 X42.695 Y-6.898 Z-18.500 F2000
G01 X42.750 Y-6.554 Z-18.701
G01 X42.845 Y-5.903 Z-19.081
G01 X42.930 Y-5.251 Z-19.461
G01 X43.005 Y-4.597 Z-19.841
G01 X43.070 Y-3.942 Z-20.221
G01 X43.125 Y-3.287 Z-20.601
G01 X43.170 Y-2.630 Z-20.980
G01 X43.205 Y-1.973 Z-21.360
G01 X43.230 Y-1.316 Z-21.740
G01 X43.245 Y-0.658 Z-22.120
G01 X43.250 Y-0.000 Z-22.500
G03 X-31.897 Y-29.208 R-43.250
G03 X43.250 Y0.000 R43.250
G00 X43.250 Y-0.000 Z10.000 F6000
M30
a tu cały g-kod --
Ściągnąłem postprocesory dedykowane do fusion 360, które podobnie by wyglądały takie jak: ART, AXYZ, FlashCut, GPLUS, HAAS ST-10, Kit Mill series, Laguna CNC, Mach3Mill, MillPlus, NCT, NUM.
Spróbowałem kilku, co prawda już jakiś czas temu i nie wszystko pamiętam, w każdym razie, albo wcale nie szło, albo program zatrzymywał się i był komunikat o błędzie.
Czy ktoś z Was kojarzy może postprocessor dla fusion 360, który dawałby g-kod jak ten z Ucancama?
(Szukałem odpowiedzi na moje pytanie na forum, ale nie znalazłem. Więc pytam.)
-
 noel20
noel20
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Re: Autodesk Fusion 360 - kącik porad
Wygląda jak czysty Gcode iso.
Spróbuj linuxcnc, albo mach3.
Spróbuj linuxcnc, albo mach3.
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
-
zahar
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 7
- Posty: 34
- Rejestracja: 25 lis 2013, 23:25
- Lokalizacja: Lublin
Re: Autodesk Fusion 360 - kącik porad
Dziękuję.
Pewnie w weekend najwcześniej uda mi się zajrzeć do maszyny. Wtedy je sprawdzę.
No i jeszcze dziś w samym fusion dodam te post procesory i sprawdzę co generuje.
Pewnie w weekend najwcześniej uda mi się zajrzeć do maszyny. Wtedy je sprawdzę.
No i jeszcze dziś w samym fusion dodam te post procesory i sprawdzę co generuje.
-
251mz
Autor tematu - Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 21
- Posty: 4440
- Rejestracja: 27 sie 2004, 21:59
- Lokalizacja: Polska
Re: Autodesk Fusion 360 - kącik porad
Chyba TYkamar pisze:Tylko że te .DXF są jakieś tryfne
Tak całkiem serio to trzeba patrzeć co się eksportuje...
Bo ja np eksportowałem szlic blachy i się dziwiłem ,że wychodził mi podwójnie.
Ogólnie mi to się sprawdza , wszystkie blachy co mam narysowane do maszyn to w ten sposób eksportuje do DXFa na laser.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 16243
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Autodesk Fusion 360 - kącik porad
Nie chodzi o zawartość a format !! EzCad odrzuca w całości nawet bez próby wczytania.
Inne programy wczytują ale laser mi tylko na Ez chodzi.
Jak Ci się nudzi to wstaw jakiś .dxf z fusiona ?
Inne programy wczytują ale laser mi tylko na Ez chodzi.
Jak Ci się nudzi to wstaw jakiś .dxf z fusiona ?
-
cosmonet
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 16
- Posty: 278
- Rejestracja: 01 sty 1970, 01:00
- Lokalizacja: Mazowsze
Re: Autodesk Fusion 360 - kącik porad
Tak na szybko, zobacz czy otworzysz, ja w AC bez problemu, ale tu nie może być problemu.
https://megawrzuta.pl/download/169eb07c ... 5041c.html
Ps.
Jeszcze zależy własnie w jakim formacie pewnie w najnowszym, to starszym programem nie otworzysz!
https://megawrzuta.pl/download/169eb07c ... 5041c.html
Ps.
Jeszcze zależy własnie w jakim formacie pewnie w najnowszym, to starszym programem nie otworzysz!
Kiedyś Haas SL10, Haas SL20, Haas SL30, Doosan LYNX220. Obecnie Haas SL20.






