



ACRAMATIC 2100E pomocy



-
Ukanio81
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 38
- Rejestracja: 01 lis 2009, 18:07
- Lokalizacja: Mielec
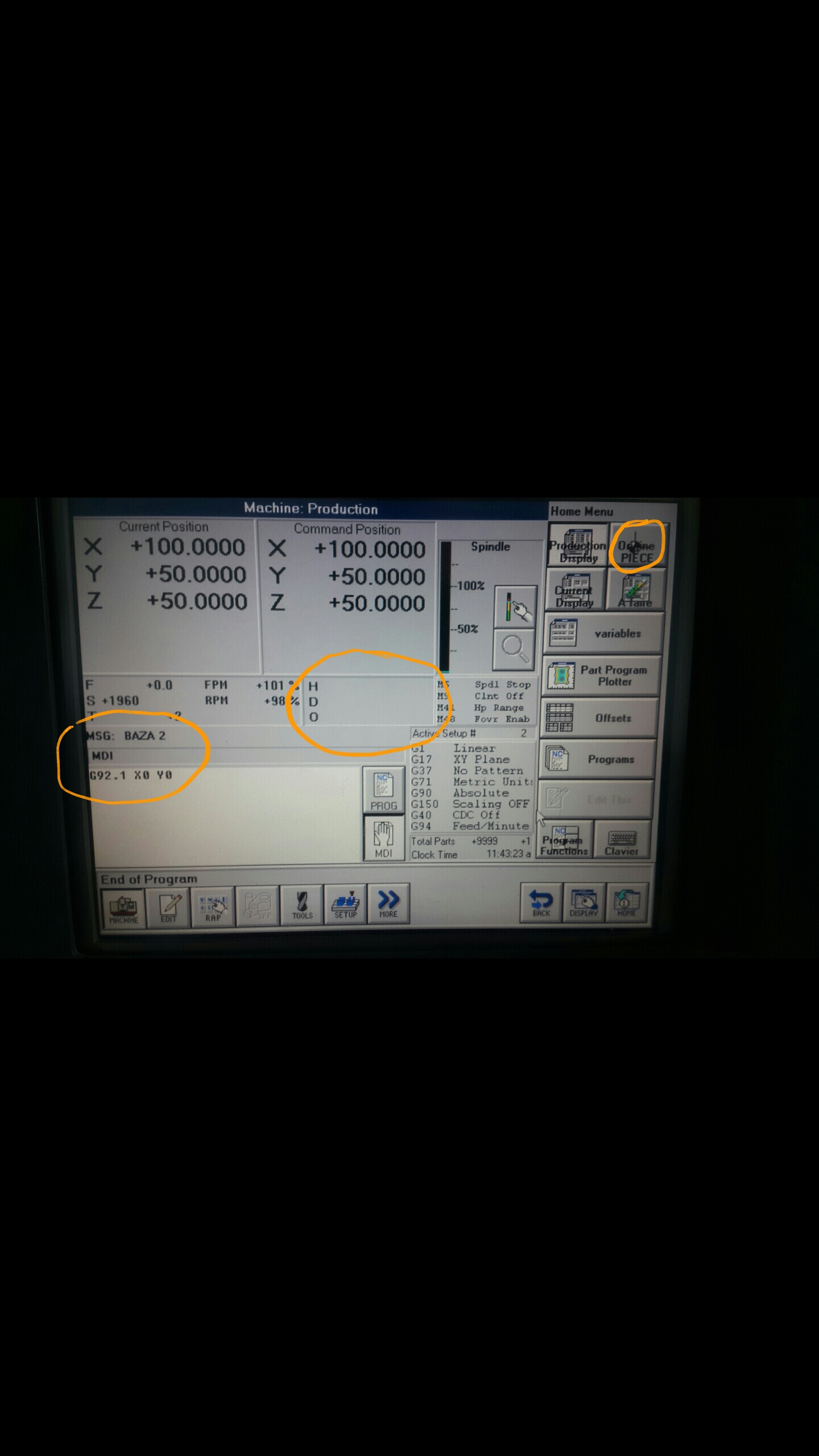
Panowie bo ja słabo kumam, też próbuje ustawić 2 imadła, (G54,G55 itd.). I nie ważne czy robię to z "pulpitu" przez tą ikonę z symbolem bazy czy przez G92.1 to bazuje mi tylko Multi Setup Offset pozycja nr 2, cokolwiek bym nie robił.
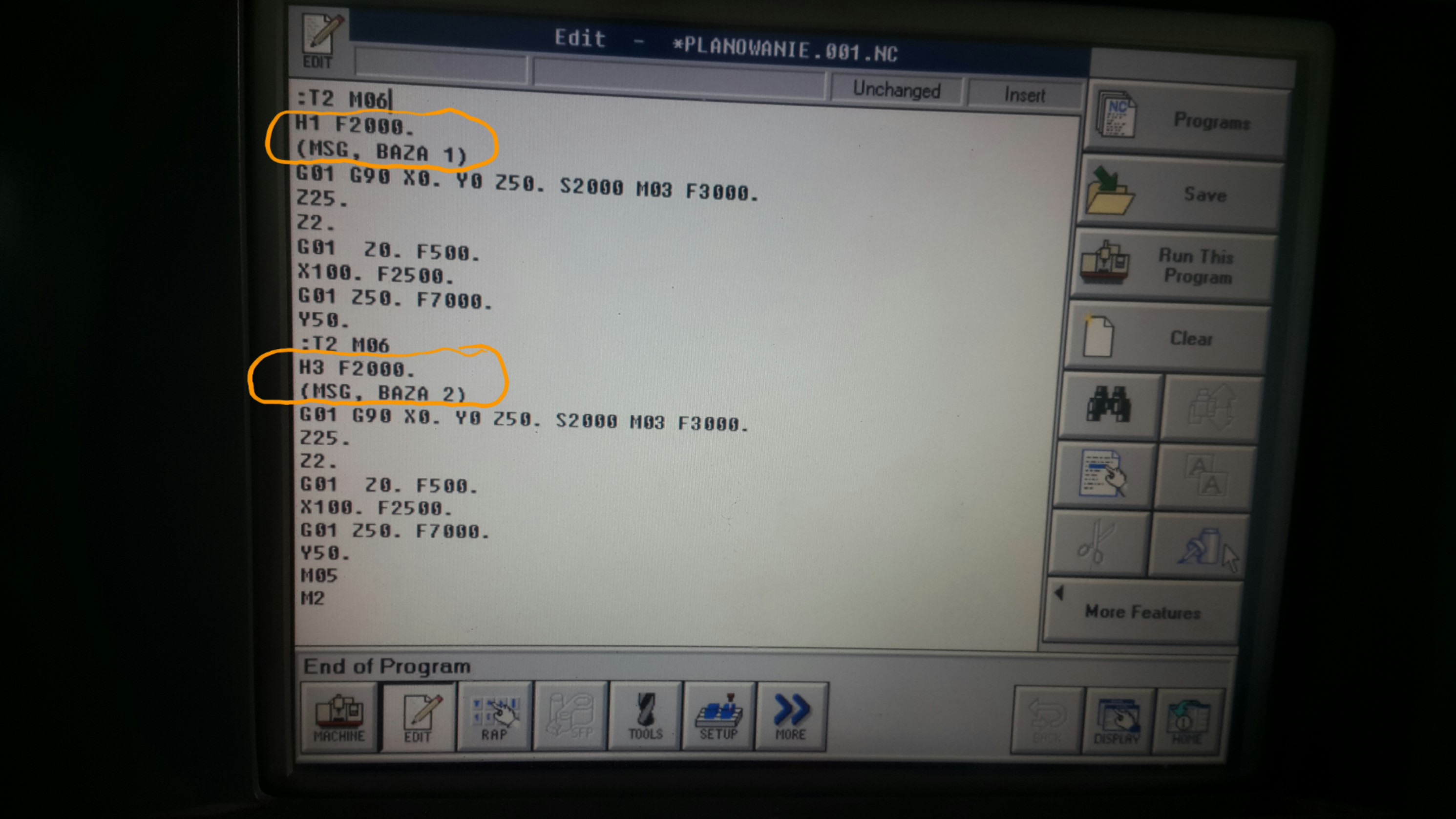
a może coś żle wpisuje: G92.1 X0 Y0 i tyle, a jak wbić drugą bazę. bo tyle wiem że wywołać to H1 H2. Poratujcie informacją.
[ Dodano: 2017-06-05, 12:17 ]
co robię nie tak
a może coś żle wpisuje: G92.1 X0 Y0 i tyle, a jak wbić drugą bazę. bo tyle wiem że wywołać to H1 H2. Poratujcie informacją.
[ Dodano: 2017-06-05, 12:17 ]
co robię nie tak
-
mateu5
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 618
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Witaj.
Wygląda to tak:
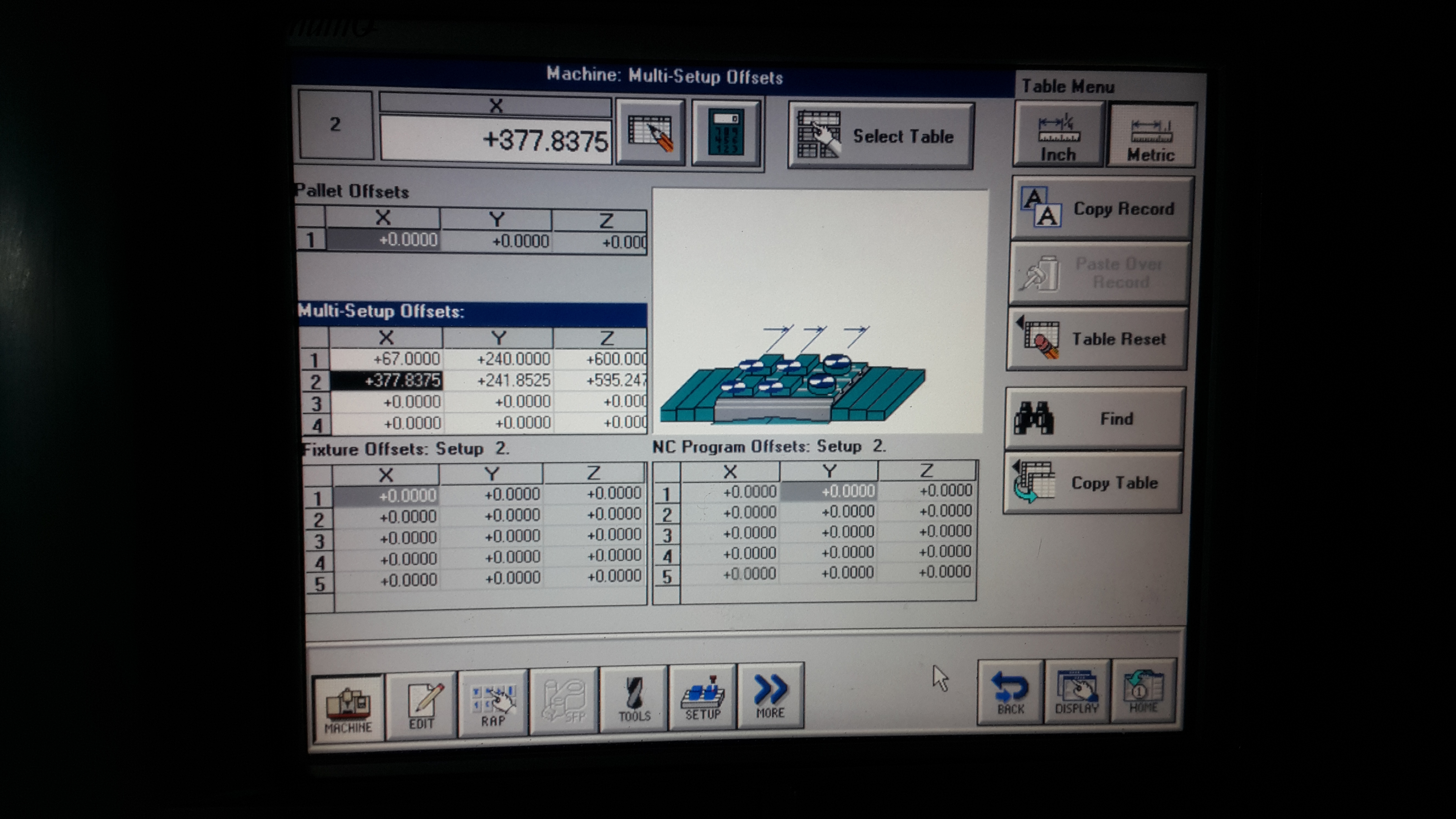
PALLET OFFSET to twój główny pkt zerowy "zero maszyny" wprowadzając coś w niego przesuniesz wszystkie zdefiniowane punkty zerowe.
MULTI SETUP OFFSET to twój główny punkt zerowy, to w nim zapisywane są wyniki z sondy czy też jak bazujesz "manualnie" - nie można go przełączać z programu, a jedynie wybrać z panelu.
FIXTURE OFFSET - To to co cie interesuje, jest to przesunięcie punktu MULTI SETUP OFFSET o zadana wartość, wywołuje się te punkty przez H1 H2 itd - nie można ich bazować sondą, przynajmniej ja nie wiem jak.
Jak więc się w tym nie pogubić?
Ja to ustawiam tak ( przykład 3 imadła ).
Bazuję sondą na pierwszym imadle - współrzędne lądują do MULTI SETUP OFFSET 1
Przepisuję je do MULTI SETUP OFFSET 2 - aby mi nie znikły (można też na kartkę - jak kto woli)
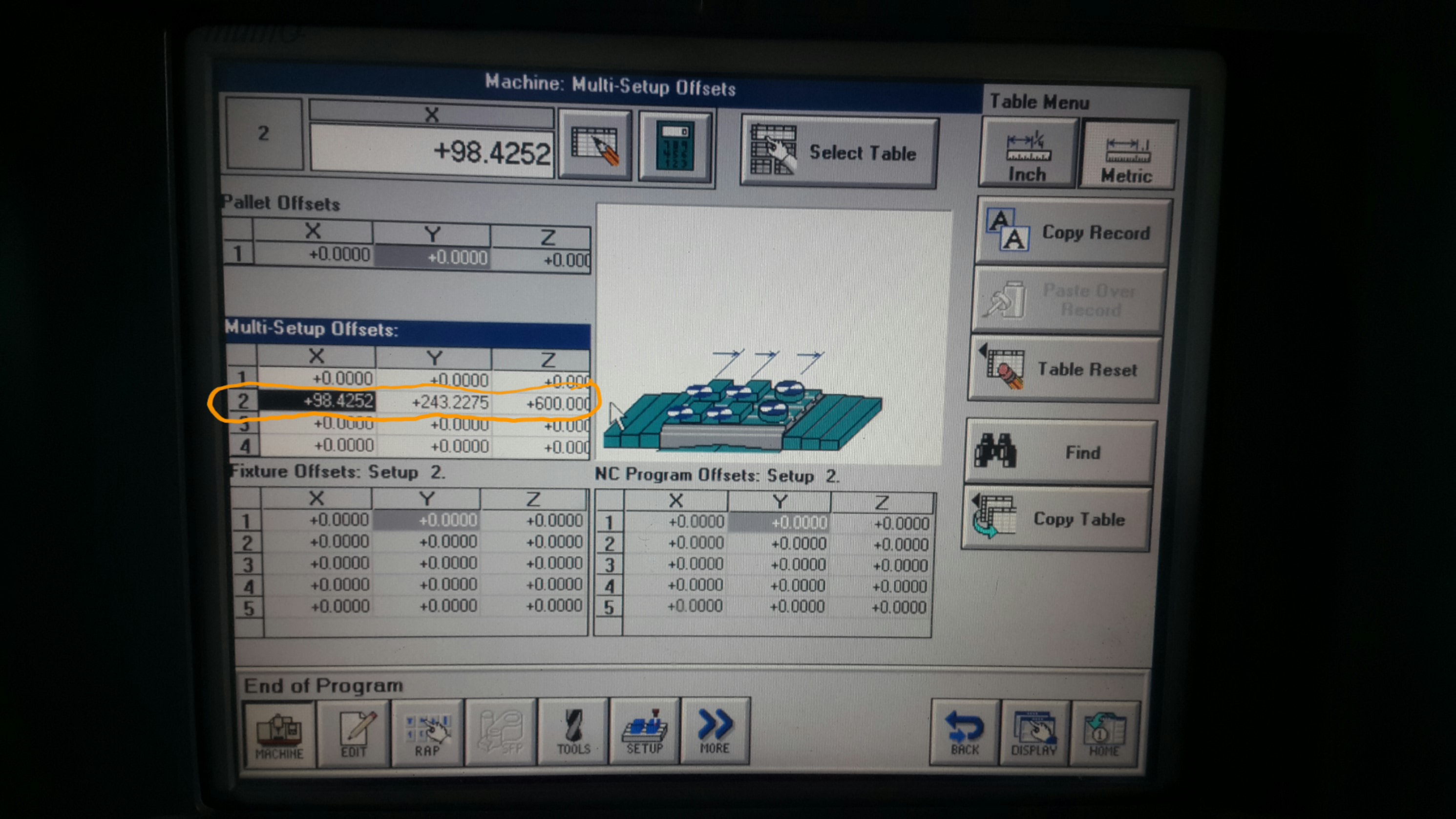
Bazuje sondą na drugim imadle - - współrzędne lądują do MULTI SETUP OFFSET 1
Przepisuję je do MULTI SETUP OFFSET 3
Bazuje sondą na trzecim imadle - - współrzędne lądują do MULTI SETUP OFFSET 1
Przepisuję je do MULTI SETUP OFFSET 4
Jak już znam pozycję 3 punktów zerowych to teraz liczymy ich pozycję względem pierwszego.
W MULTI SETUP OFFSET 2 mam pozycję pierwszego punktu więc go sobie wpisuję do mojego głównego punktu czyli w MULTI SETUP OFFSET 1 - to jest moje H0 - czyli pierwszy pkt zerowy na pierwszym imadle.
Teraz dla FIXTURE OFFSET liczymy przesunięcie względem MULTI SETUP OFFSET 1 czyli MULTI SETUP OFFSET 1 - + (minus lub dodać w zależności w którą stronę się przesówamy) MULTI SETUP OFFSET 3 i wtedy wychodzi nam o ile jest przesunięty 2 punkt względem pierwszego te wartości wpisujemy w FIXTURE OFFSET 1 - i to jest masz H1 czyli drugi punkt zerowy.
Dla trzeciego punktu analogicznie jak wyżej, pamiętaj tylko że FIXTURE OFFSET to przesunięcie
MULTI SETUP OFFSET.
Wygląda to tak:
PALLET OFFSET to twój główny pkt zerowy "zero maszyny" wprowadzając coś w niego przesuniesz wszystkie zdefiniowane punkty zerowe.
MULTI SETUP OFFSET to twój główny punkt zerowy, to w nim zapisywane są wyniki z sondy czy też jak bazujesz "manualnie" - nie można go przełączać z programu, a jedynie wybrać z panelu.
FIXTURE OFFSET - To to co cie interesuje, jest to przesunięcie punktu MULTI SETUP OFFSET o zadana wartość, wywołuje się te punkty przez H1 H2 itd - nie można ich bazować sondą, przynajmniej ja nie wiem jak.
Jak więc się w tym nie pogubić?
Ja to ustawiam tak ( przykład 3 imadła ).
Bazuję sondą na pierwszym imadle - współrzędne lądują do MULTI SETUP OFFSET 1
Przepisuję je do MULTI SETUP OFFSET 2 - aby mi nie znikły (można też na kartkę - jak kto woli)
Bazuje sondą na drugim imadle - - współrzędne lądują do MULTI SETUP OFFSET 1
Przepisuję je do MULTI SETUP OFFSET 3
Bazuje sondą na trzecim imadle - - współrzędne lądują do MULTI SETUP OFFSET 1
Przepisuję je do MULTI SETUP OFFSET 4
Jak już znam pozycję 3 punktów zerowych to teraz liczymy ich pozycję względem pierwszego.
W MULTI SETUP OFFSET 2 mam pozycję pierwszego punktu więc go sobie wpisuję do mojego głównego punktu czyli w MULTI SETUP OFFSET 1 - to jest moje H0 - czyli pierwszy pkt zerowy na pierwszym imadle.
Teraz dla FIXTURE OFFSET liczymy przesunięcie względem MULTI SETUP OFFSET 1 czyli MULTI SETUP OFFSET 1 - + (minus lub dodać w zależności w którą stronę się przesówamy) MULTI SETUP OFFSET 3 i wtedy wychodzi nam o ile jest przesunięty 2 punkt względem pierwszego te wartości wpisujemy w FIXTURE OFFSET 1 - i to jest masz H1 czyli drugi punkt zerowy.
Dla trzeciego punktu analogicznie jak wyżej, pamiętaj tylko że FIXTURE OFFSET to przesunięcie
MULTI SETUP OFFSET.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.






