5.3.0 sonda pomiarowa
-
marcin41fcnc
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 11
- Rejestracja: 03 lip 2012, 21:16
- Lokalizacja: Polska
Re: 5.3.0 sonda pomiarowa
Sonda pomiarowa, ale w mapowaniu działa super i... takie skromne pytanie do Elcosimo. Czy w przyszłości można liczyć na to, by samą mapę( .maph) lub wygenerowaną ścieżkę po CAM można było zapisać w G-cod .nc, .txt. Nie ukrywam, że byłaby to super sprawa. Wykorzystałbym takie rozwiązanie do zeskanowania krótkich krzywizn, które nie raz przychodzi mi tworzyć. Po zmapowaniu minimalnej liczby wierszy ( tu 2) , po obróbce w CAM-ie(Powierzchnie 3D) widać ścieżkę w kształcie krzywizny, lecz w G-codzie widnieje wciąż jako płaskie planowanie. Pamiętam, bo czytam forum od dawna jak casimo powiedział, że nigdy czegoś takiego nie zrobi, bo byłoby to coś tam cos tam, ale teraz jest to tylko mały krok do poszerzenia możliwości programu o jeszcze jedną, fajną funkcje. Po drugie w pliku .maph są zapisane współrzędne osi Z , co mogłoby ułatwić sam proces konwertowania, generowania do G-code. I jeśli przy tym samym można by zwiększyć ilość kolumn, np. do 400-500. Wiem, koncert życzeń, ale...kto pyta, nie błądzi.


-
sebasbox
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 12
- Posty: 225
- Rejestracja: 16 mar 2019, 10:54
Re: 5.3.0 sonda pomiarowa
Czy ktoś kto już instalował sondę mógłby napisać pare zdań co trzeba zrobić żeby to zadziałało? Czekam na zamówioną sondę i pewnie w przyszłym tygodniu spróbuje podłączyć.
-
sebasbox
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 225
- Rejestracja: 16 mar 2019, 10:54
Re: 5.3.0 sonda pomiarowa
Witam, sonda NPN-NC przyjechała, powoli próbuje ogarnąć podłączenie.
Rozumiem, że podłaczam wg. poniższego schematu:
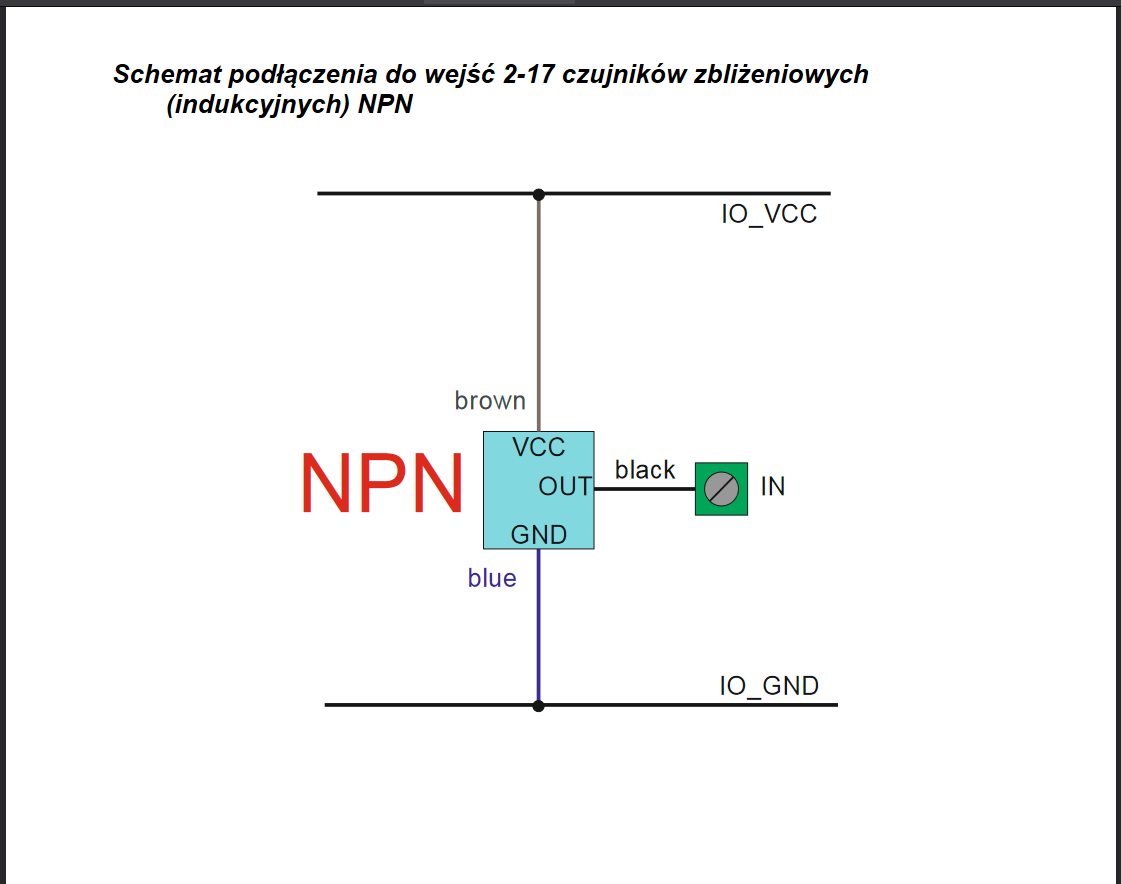
czyli na płtyce wyglądałoby to tak :
- "out" z sondy podłączam pod "in" 23-pierwsze wolne wejście na expanderze
- VCC i GND idą bezpośrednio do kostki zasilania
- ekran kabla sondy podłączam do obudowy frezarki

I teraz kolejna sprawa co trzeba ustawić czy wpisać w PLC. Jedno co wiem to ze sygnał ma być odwrócony (nie bardzo wiem w którym miejscu i jak).
Widziałęm ze w wersji PikoCNC 5.3.1 są makra "PROBE_ELCOSIMO" i "MAP_ELCOSIMO". Mam je po prostu przekopiować na koniec PLC czy coś wiecej trzeba z tym zrobić?
Rozumiem, że podłaczam wg. poniższego schematu:
czyli na płtyce wyglądałoby to tak :
- "out" z sondy podłączam pod "in" 23-pierwsze wolne wejście na expanderze
- VCC i GND idą bezpośrednio do kostki zasilania
- ekran kabla sondy podłączam do obudowy frezarki
I teraz kolejna sprawa co trzeba ustawić czy wpisać w PLC. Jedno co wiem to ze sygnał ma być odwrócony (nie bardzo wiem w którym miejscu i jak).
Widziałęm ze w wersji PikoCNC 5.3.1 są makra "PROBE_ELCOSIMO" i "MAP_ELCOSIMO". Mam je po prostu przekopiować na koniec PLC czy coś wiecej trzeba z tym zrobić?
-
radziu45
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 6
- Posty: 64
- Rejestracja: 18 gru 2015, 16:08
- Lokalizacja: Wręczyca Wielka
Re: 5.3.0 sonda pomiarowa
Jak kogoś parzy czytanie wcześniejszych wpisów to zadaje głupie pytania gdzie podłączyć sondę pomiarową i co dołożyć do PLC aby działało .
-
sebasbox
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 225
- Rejestracja: 16 mar 2019, 10:54
Re: 5.3.0 sonda pomiarowa
Przeczytalrm całość...moze z moim zrozumieniem jest coś nie tak ale PLC nie ogarniam bo po prostu świeży w tym jestem. Ale nie ma sie cos denerwować jakos sobie poradzę.
-
mareks68
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 136
- Rejestracja: 08 mar 2009, 10:08
- Lokalizacja: Poznań
Re: 5.3.0 sonda pomiarowa
po kolejnych trzydziestu próbach u mnie nie działa......PLC zmieniany i orginał i nie działa
każda myśl jest możliwa do realizacji !!..te najbardziej szalone na jutro !!! 
-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 631
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: 5.3.0 sonda pomiarowa
Generalnie sonda musi sterować bitem PROBE w rejestrze CONTROL2. Jest to ten sam bit który odpowiada za pomiar długości narzędzia czy materiału - zatem trzeba to podłączyć tak, aby jedno z drugim nie kolidowało. Zazwyczaj bit ten podłączony jest bezpośrednio do wejścia HOME_Z.I teraz kolejna sprawa co trzeba ustawić czy wpisać w PLC. Jedno co wiem to ze sygnał ma być odwrócony (nie bardzo wiem w którym miejscu i jak).
Jeśli czujnik długości narzędzia mamy NO i sondę mamy NO to możemy oba podłączyć pod jedno wejście (równolegle)
Natomiast jeśli jedno jest NO a drugie NC, to musimy sondę dać na osobne wejście. U dołu przykład dla sondy NC podłączonej do wejście 23.
Nic nie masz z tym robić.Widziałęm ze w wersji PikoCNC 5.3.1 są makra "PROBE_ELCOSIMO" i "MAP_ELCOSIMO". Mam je po prostu przekopiować na koniec PLC czy coś wiecej trzeba z tym zrobić?
Oryginalne lpc od linii 336. Zmiany w dwóch miejscach.
Kod: Zaznacz cały
//==============================================================================
// Wejścia HOME
//==============================================================================
#NAME_I 11 = HOME_X
#NAME_I 10 = HOME_Y
#NAME_I 9 = HOME_Z
#NAME_I_N 23 = SONDA /// <<< dopisane
<< IN HOME_X
>> HOME_0
<< IN HOME_Y
>> HOME_1
<< IN HOME_Z
>> HOME_2
<< IN HOME_Z
OR IN SONDA /// <<< dopisane
>> PROBE-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 446
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Radzionkow
- Kontakt:
Re: 5.3.0 sonda pomiarowa
To i ja wtrącę swoje 3 grosze
cosimo Kiedyś o tym pisałem już ale pewnie z racji ilości informacji które do Ciebie docierają to gdzieś uszło bokiem
Jaka jest szansa na ucywilizowanie części funkcji i opcji które zawierają się w tekstowej konfiguracji owego plc ?
Na forum ciągle pojawiają się pytania o sondy, o podłączenie hardlimiterów, ogólnie o funkcję które trzeba gdzieś z edytować.
Pomysł jest taki żeby zrobić normalnie okna wyboru, input 1,2,3 (wybór) robi za (wybór)home z, probe, material probe,
Output 1,2,3 ( wybór) spindle on, aux on aux2 on itp.
Do początkujących i jak się okazuje do średnio zaawansowanych plc pisany jest problematyczny, a mając coś podobnego do zaproponowanego, odeszło by takie malwersacje. Jestem przekonany, wręcz pewny że każdy by sobie takie coś chwalił.
Przydał by się również filtr czasów wejść cyfrowych, Niektóre są wyzwalane szpilkami które gdzieś pojawiają się nie wiadomo skąd ( na wszystkim co się da pozakładane gasiki, uziemione co się da.) w siemensowskich plc jest takie cos jak minimalny czas trwania impulsu zeby był on brany jako oczekiwany i są rożne wartości.
Pozwoliło by to takie pierdoły wyeliminować
Dziękuję
Ma ktoś fotkę pcb wersji M ? w manualu jest ze ma więcej jak 1 AI a z laminatu wynika że ma tylko jedno, i nie wiem gdzie problem. a ze 200khz mi brakło to kombinuję czy faktycznie nie przejśc na M
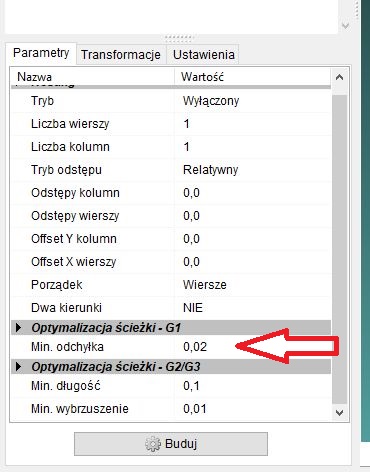
I niestety wracając do sposobu generowania ścieżki jeżeli dobrze piszę, jest powierzchnia 3d i art 3d.. ten sposób art generuje mega dużo nie potrzebnych ruchów maszyny, jest opcja tam jakiś filtr wektorów założyć bądź jak go użyć ?
cosimo Kiedyś o tym pisałem już ale pewnie z racji ilości informacji które do Ciebie docierają to gdzieś uszło bokiem
Jaka jest szansa na ucywilizowanie części funkcji i opcji które zawierają się w tekstowej konfiguracji owego plc ?
Na forum ciągle pojawiają się pytania o sondy, o podłączenie hardlimiterów, ogólnie o funkcję które trzeba gdzieś z edytować.
Pomysł jest taki żeby zrobić normalnie okna wyboru, input 1,2,3 (wybór) robi za (wybór)home z, probe, material probe,
Output 1,2,3 ( wybór) spindle on, aux on aux2 on itp.
Do początkujących i jak się okazuje do średnio zaawansowanych plc pisany jest problematyczny, a mając coś podobnego do zaproponowanego, odeszło by takie malwersacje. Jestem przekonany, wręcz pewny że każdy by sobie takie coś chwalił.
Przydał by się również filtr czasów wejść cyfrowych, Niektóre są wyzwalane szpilkami które gdzieś pojawiają się nie wiadomo skąd ( na wszystkim co się da pozakładane gasiki, uziemione co się da.) w siemensowskich plc jest takie cos jak minimalny czas trwania impulsu zeby był on brany jako oczekiwany i są rożne wartości.
Pozwoliło by to takie pierdoły wyeliminować
Dziękuję
Ma ktoś fotkę pcb wersji M ? w manualu jest ze ma więcej jak 1 AI a z laminatu wynika że ma tylko jedno, i nie wiem gdzie problem. a ze 200khz mi brakło to kombinuję czy faktycznie nie przejśc na M
I niestety wracając do sposobu generowania ścieżki jeżeli dobrze piszę, jest powierzchnia 3d i art 3d.. ten sposób art generuje mega dużo nie potrzebnych ruchów maszyny, jest opcja tam jakiś filtr wektorów założyć bądź jak go użyć ?
-
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 631
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: 5.3.0 sonda pomiarowa
Nie, tak jest perfekcyjnie.Jaka jest szansa na ucywilizowanie części funkcji i opcji które zawierają się w tekstowej konfiguracji owego plc ?
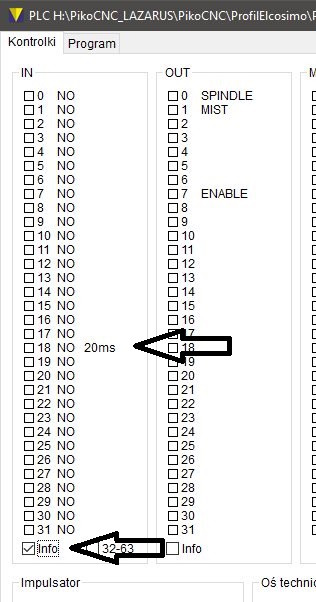
Jest taka dyrektywa w PLCPrzydał by się również filtr czasów wejść cyfrowych,
Kod: Zaznacz cały
#DELAY_I 18 = 20 W kontrolkach PLC dla wejść, gdy przełączymy ptaszek Info możemy zobaczyć typ wejścia NO/NC i czas tego filtru. Funkcja ta działa tylko w płytach E/F/M.
Płyta M ma tylko jedno wejście ADC.Ma ktoś fotkę pcb wersji M ? w manualu jest ze ma więcej jak 1 AI a z laminatu wynika że ma tylko jedno
W CAM globalny filtr wektorów jest jak na obrazku:I niestety wracając do sposobu generowania ścieżki jeżeli dobrze piszę, jest powierzchnia 3d i art 3d.. ten sposób art generuje mega dużo nie potrzebnych ruchów maszyny, jest opcja tam jakiś filtr wektorów założyć bądź jak go użyć ?