melonmelon pisze:Robisz to w materiale ulepszonym cieplnie?
Do jakiej twardości?
pozdro
stal przychodzi do nas ulepszona wstepnie do 30HRC
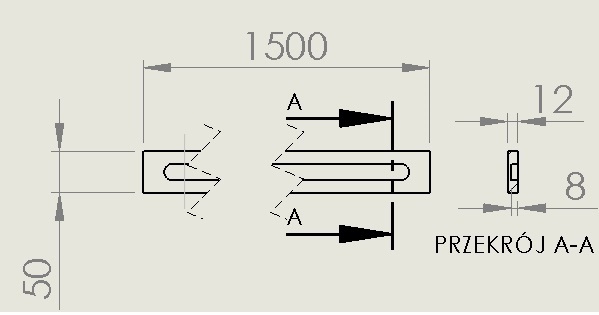
Jeśli nie ma jakiś dużych wymogów tolerancji kształtu to można obrobić na gotowo te 1200 a później przesunąć i dojechać reszte ale to i tak będzie banan , ostatnio obrabiałem podobny detal z identycznym problemem obrabiarka w x 2000 a detal 3000 mm materiał odkuwka ulepszona do 40hrc wąska tolerancja kształtu jak i wymiaru żeby zrobić na gotowo każdy bok trzykrotnie musiałem przeskórowac by za 4 przestawieniem zrobić na gotowo to i tak miałem max 0,1mm łuku na 3 metrach
jakby mi tak wyszlo to bylbym wniebowziety;p
WZOR pisze:
Nie wiem jakie są wymogi.
Ja w każdym bądź razie wypaliłbym na laserze formatkę na gotowo , wyfrezował wybranie i po problemie.
niestety jak zwykle wszystko musi wygladac ladnie pieknie...
nutrash pisze:
Jeździ stół czy wrzeciono?
stol
naturash pisze:
Musisz równo podzielić naddatki, nie ma jakiejś złotej metody że najpierw to potem to. Ta obróbka wymaga czasu i wielu powtórzeń tych samych czynności. Ja bym zaczął od tego by wybrać kieszeń która ma duzy wpływ na odkształcenie się detalu. To oczywiście z naddatkiem załóżmy po 1-2mm na każdą stronę. Potem zajalbym się się grubością, czyli tam gdzie masz ten największy zapas materiału. później juz wszystko bym powtarzał zmniejszając warstwy skrawania co około 0,5-1mm, z tym że ostatnia ostatnia min 0,2mm. W miarę równo powinno się to wszystko porozkładać i przedostatnie powtórzenie powinno dać jakieś nadzieje że ostatnie wyjdzie ok.
dzieki za bogata wypowiedz i postaram sie tak mniej wiecej to zrobic jutro... mam nadzieje, ze wyjdzie;s
Dzieki wszystkim za odpowiedzi i jutro na pewno dam znac co stworzylem-.-




")



")
")
")







{kind=link}