



Wiercenie otworu
")


-
Armstec
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 12
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
tutaj masz stronke co koles robil zdaje sie identyczne działko moze tam cos znajdziesz przydatnego (on robił ze stali 1018 zimno walcowanej)
co do nierdzewki to "teoretycznie" nic specjalnego musisz wiercić bardzo wolno i dobrze chlodzic, kontrolować temperaturę , nierdzewna jak sie grzeje to sie mocno utwardza wtedy jest o wiele gorzej i jeszcze szybciej się grzeje takie jakby sprzężenie dodatnie i siada wiertło i w tym glownie jest caly problem, ze nie można grzać
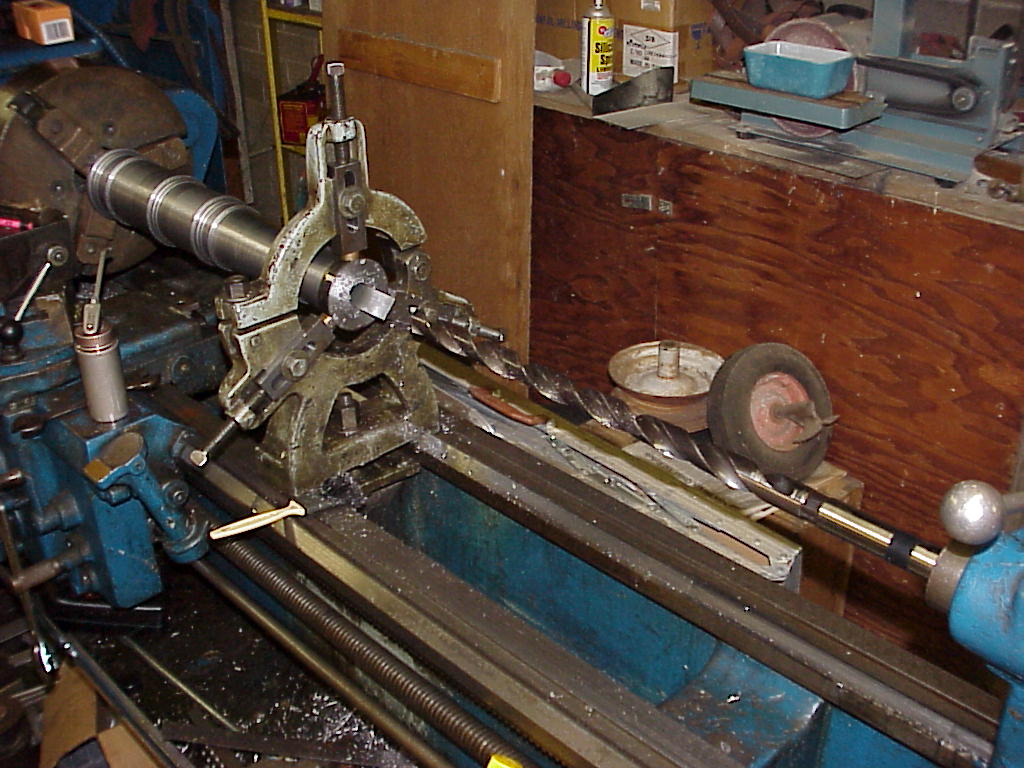
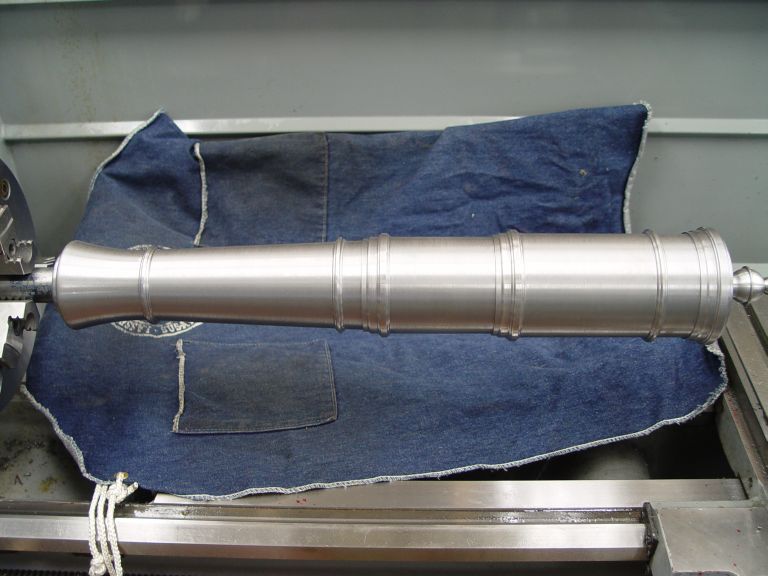
http://lassengunsmithing.com/html/24pdr8.htm
http://lassengunsmithing.com/html/specproj.htm
co do nierdzewki to "teoretycznie" nic specjalnego musisz wiercić bardzo wolno i dobrze chlodzic, kontrolować temperaturę , nierdzewna jak sie grzeje to sie mocno utwardza wtedy jest o wiele gorzej i jeszcze szybciej się grzeje takie jakby sprzężenie dodatnie i siada wiertło i w tym glownie jest caly problem, ze nie można grzać
http://lassengunsmithing.com/html/24pdr8.htm
http://lassengunsmithing.com/html/specproj.htm
-
macaron
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 27
- Rejestracja: 09 mar 2008, 19:32
- Lokalizacja: stad
Masz tylko zwykle wiertlo krete z HSSu bez wewnetrznego chlodzenia? Trudno, nie szkodzi. Efektywnie nie bedzie, ale zrobic sie da. Problemem jest efektywne usuwanie wiorow z otworu i brak pewnosci ze nie zalegaja w otworze przed kazdym ponownym wprowadzeniem wiertla w otwor. Dlatego tez z tego powodu i z powodu zastosowania zwyklego wiertla HSS IMHO najbezpieczniej wykonac to na manualnej wiertarce poziomej lub na manualnej tokarce.
Nawierc najpierw wstepny otwor krotszym wiertlem o tej samej srednicy co dlugie wiertlo. Wedlug mnie powinien byc conajmniej 2xsrednica, ale lepiej glebszy. Jezeli zaczniesz wiercic od razu dlugim, to wtedy latwo zejsc z osi, a jezeli nawet nie zejdziesz, to raczej na pewno rozbijesz srednice. Twoja tolerancja +0.5 mm to wbrew pozorom wcale nie tak duzo podczas wiercenia.
Od ok 4xD wyjmuj wiertlo, chlodz czubek i czysc otwor co 1/2 kolejnej glebokosci. (ja bym czyscil nie rzadziej niz co 1/3)
Wstepnie zaczalbym wiercic zadajac ok 180 obr/minute z posuwem 0.12 - 0.15/obrot. i uwaznie przypatrywalbym sie wiorom. Nie moga byc brazowe, a fioletowe za zadne skarby i nie moga miec ksztaltow powodujacych szybkie zakleszczanie wiertla. Nie moga byc tez za drobne, bo nie nadazysz z czyszczeniem otwoeru.
Podejrzewam, ze te obroty sa troszke za wysokie jak na ten material, tego typu wiertlo i o ile przy krotszym moga byc ok, to po zmianie na dlugie zmniejszylbym obroty zostawiajac posuw. Obserwuj kolor i ksztalt wiorow, koncowke wiertla i odglosy jego pracy. Piszczenie oznaczac bedzie troche za niskie obroty, a jak zaterkocze, to natychmiast przerwij wiercenie, bo wiertlo stepione i za moment je zlamiesz.
Plyn chlodzoacy podawalbym na wiertlo do otworu, upewniajac sie, ze po kazdym ponownym wprowadzeniu wiertla w otwor doszlo ono do dna, w ktorym skonczylo wiercenie i nie wierce wiorow, bo wtedy najprosciej o zakleszczenie wiertla i jego zlamanie w otworze.
Nawierc najpierw wstepny otwor krotszym wiertlem o tej samej srednicy co dlugie wiertlo. Wedlug mnie powinien byc conajmniej 2xsrednica, ale lepiej glebszy. Jezeli zaczniesz wiercic od razu dlugim, to wtedy latwo zejsc z osi, a jezeli nawet nie zejdziesz, to raczej na pewno rozbijesz srednice. Twoja tolerancja +0.5 mm to wbrew pozorom wcale nie tak duzo podczas wiercenia.
Od ok 4xD wyjmuj wiertlo, chlodz czubek i czysc otwor co 1/2 kolejnej glebokosci. (ja bym czyscil nie rzadziej niz co 1/3)
Wstepnie zaczalbym wiercic zadajac ok 180 obr/minute z posuwem 0.12 - 0.15/obrot. i uwaznie przypatrywalbym sie wiorom. Nie moga byc brazowe, a fioletowe za zadne skarby i nie moga miec ksztaltow powodujacych szybkie zakleszczanie wiertla. Nie moga byc tez za drobne, bo nie nadazysz z czyszczeniem otwoeru.
Podejrzewam, ze te obroty sa troszke za wysokie jak na ten material, tego typu wiertlo i o ile przy krotszym moga byc ok, to po zmianie na dlugie zmniejszylbym obroty zostawiajac posuw. Obserwuj kolor i ksztalt wiorow, koncowke wiertla i odglosy jego pracy. Piszczenie oznaczac bedzie troche za niskie obroty, a jak zaterkocze, to natychmiast przerwij wiercenie, bo wiertlo stepione i za moment je zlamiesz.
Plyn chlodzoacy podawalbym na wiertlo do otworu, upewniajac sie, ze po kazdym ponownym wprowadzeniu wiertla w otwor doszlo ono do dna, w ktorym skonczylo wiercenie i nie wierce wiorow, bo wtedy najprosciej o zakleszczenie wiertla i jego zlamanie w otworze.
-
capt.d.
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 388
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Aloha
Aby uniknąć zabawy (i ewentualnych problemów), jaką opisał kolega Macaron i by "zrobić i zapomnieć", warto zastanowić się nad lepszymi narzędziami. Szybciej, taniej, bezpieczniej. Standardowy węglik jako pierwszy - tak głęboko jak się tylko da - później lufowe do końca. Na raz i po problemie. Narzędzia zostają do innych robót.
Pozdrawiam
Aby uniknąć zabawy (i ewentualnych problemów), jaką opisał kolega Macaron i by "zrobić i zapomnieć", warto zastanowić się nad lepszymi narzędziami. Szybciej, taniej, bezpieczniej. Standardowy węglik jako pierwszy - tak głęboko jak się tylko da - później lufowe do końca. Na raz i po problemie. Narzędzia zostają do innych robót.
Pozdrawiam
-
macaron
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 27
- Rejestracja: 09 mar 2008, 19:32
- Lokalizacja: stad
Zgadzam sie calkowicie z przedmowca, ze lepiej wycierac pupe papierem niz palcem.
Szybciej, wygodniej, bezpieczniej i prawdopodobnie w efekcie taniej wyjdzie zrobic to odpowiednim narzedziem. Ja tak zawsze robie, choc rozumiem, ze inni nie musza. Niekoniecznie wiercilbym gundrillem, bo srednica 17mm jest calkiem spora a glebokosc otworu nie jest zbyt duza.
Ja osobiscie uzylbym do tego typu otworow wiertel tego rodzaju ale nie musza byc akurat tej firmy. Chodzi o typ:
http://www.alliedmaxcut.com/index.php/p ... a-gen2.htm
Nie mam zielonego pojecia czy gundrill bedzie drozszy od wiertla z wymiennymi ostrzami i nie chce mi sie sprawdzac, ale podejrzewam ze tak jest. Jezeli cena podobna, to na korzysc wiertla z indeksowanymi ostrzami przemawia wieksza funkcjonalnosc (jeden korpus wiertla i mozliwosc zastopsowania roznych pod wzgledem profilu zastosowania i gradacji plytek w srednicach od - do) latwiejsze zastosowanie, prostsza konserwacja oraz bezpieczniejsza obrobka.
Szybciej, wygodniej, bezpieczniej i prawdopodobnie w efekcie taniej wyjdzie zrobic to odpowiednim narzedziem. Ja tak zawsze robie, choc rozumiem, ze inni nie musza. Niekoniecznie wiercilbym gundrillem, bo srednica 17mm jest calkiem spora a glebokosc otworu nie jest zbyt duza.
Ja osobiscie uzylbym do tego typu otworow wiertel tego rodzaju ale nie musza byc akurat tej firmy. Chodzi o typ:
http://www.alliedmaxcut.com/index.php/p ... a-gen2.htm
Nie mam zielonego pojecia czy gundrill bedzie drozszy od wiertla z wymiennymi ostrzami i nie chce mi sie sprawdzac, ale podejrzewam ze tak jest. Jezeli cena podobna, to na korzysc wiertla z indeksowanymi ostrzami przemawia wieksza funkcjonalnosc (jeden korpus wiertla i mozliwosc zastopsowania roznych pod wzgledem profilu zastosowania i gradacji plytek w srednicach od - do) latwiejsze zastosowanie, prostsza konserwacja oraz bezpieczniejsza obrobka.
-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
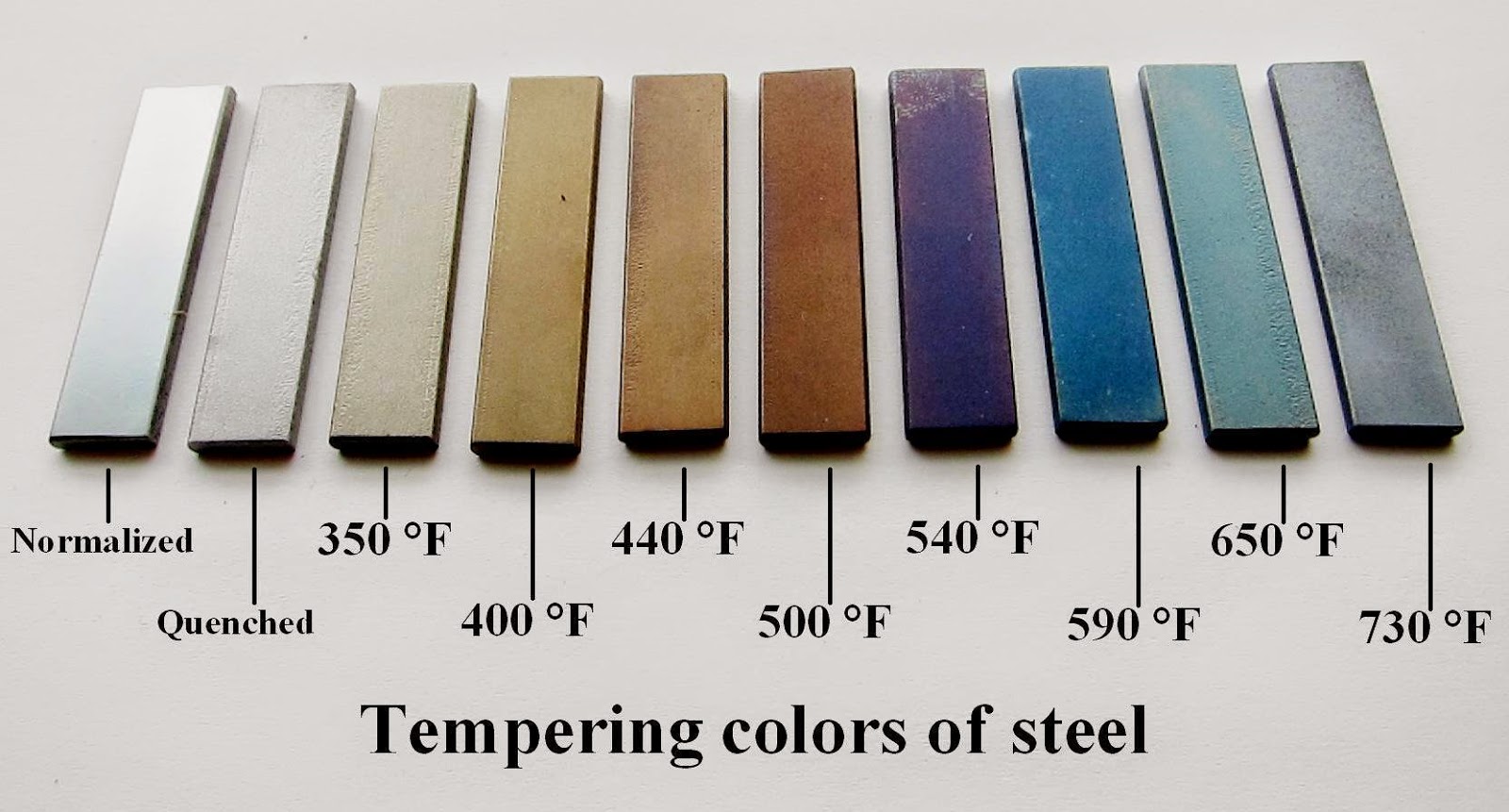
Odnosnie koloru wiorow:
Jesli sa wogole bez przebarwien ( jasno niebieskie ) - warunki wiercenia sa idealne.
Dobrze zeby jeszcze wior byl dlugi i ladnie sie ciagnal.
Pozniej kolor zmienia sie na delikatnie zlocisty a jeszcze pozniej na brazowy.
Na sam koniec nastepuja wszystkie odcienie fioletu.
Wior moze byc tez gruby, krotki i wygladac na popekany.
Wszystko to ma duze znaczenie przy wierceniu wiertlami z HSS, i tez kiedys tak samo chuchalem i dmuchalem zeby miec idealne warunki i dobre chlodzenie i tracilem tylko nerwy. Po paru probach znalazlem producenta i doskonale wiertla z kobaltem gdzie tego kobaltu jest tyle ile powinno byc. Teraz jak wierce to wiory sa przegrzane , z pod wiertla dym a wiertlo jak nowe. Wiertlo wiertle nie rowne.
Pozdrawiam
Jesli sa wogole bez przebarwien ( jasno niebieskie ) - warunki wiercenia sa idealne.
Dobrze zeby jeszcze wior byl dlugi i ladnie sie ciagnal.
Pozniej kolor zmienia sie na delikatnie zlocisty a jeszcze pozniej na brazowy.
Na sam koniec nastepuja wszystkie odcienie fioletu.
Wior moze byc tez gruby, krotki i wygladac na popekany.
Wszystko to ma duze znaczenie przy wierceniu wiertlami z HSS, i tez kiedys tak samo chuchalem i dmuchalem zeby miec idealne warunki i dobre chlodzenie i tracilem tylko nerwy. Po paru probach znalazlem producenta i doskonale wiertla z kobaltem gdzie tego kobaltu jest tyle ile powinno byc. Teraz jak wierce to wiory sa przegrzane , z pod wiertla dym a wiertlo jak nowe. Wiertlo wiertle nie rowne.
Pozdrawiam
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 12
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
chyba chciałes powiedziec szare/srebrne ... jasno niebieskie to solidnie przegrzane i spalone wiertło bo to ostatni kolor i najwyższa temperatura powyżej juz swiecąInzSpawalnik pisze:Odnosnie koloru wiorow:
( jasno niebieskie ) - warunki wiercenia sa idealne.
(zloty->brązowy-> fioletowy -> niebieski ->jasno niebieski)
-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
ARMSTEC : "jasno niebieskie" mialem na mysli ten kolor ktory masz po lewej stronie zakresu.
Mozna rownie dobrze wiercic z wiorami ciemno niebieskimi ( takimi jak po prawej stronie wykresu ). Tak dobrze uslyszales - przegrzanymi.
Wiertlo sie nie stepi jesli jest to wiertlo z duza zawartoscia kobaltu. Mam prace gdzie jest po 10-20 tys otworow w blachach 12-15mm z S355 i kazda sekunda dodatkowej obrobki wierceniem ma znaczenie. Dla przykladu otwory 26mm srednicy w 20mm blasze - przy idealnych parametrach wiercenia ( wior bez przebarwien ) - jeden otwor zajmowal 65sekund. Ten sam otwor przy znacznie bardziej agresywnych parametrach ( przebarwione dosc mocno wiory ) 45 sekund.
Na ogol staram sie wiercic bez chlodziwa co oszczedza czyszczenie powierzchni i latwiej jest utrzymac porzadek na maszynie ale przy wysrubowanych parametrach dobrze jest schlodzic wiertlo przynajmniej pomiedzy otworami ( pisze o produkcji gdzie otwor za otworem w odstepie 3-4 sekund - tyle co na zmiane pozycji ).
Mozna rownie dobrze wiercic z wiorami ciemno niebieskimi ( takimi jak po prawej stronie wykresu ). Tak dobrze uslyszales - przegrzanymi.
Wiertlo sie nie stepi jesli jest to wiertlo z duza zawartoscia kobaltu. Mam prace gdzie jest po 10-20 tys otworow w blachach 12-15mm z S355 i kazda sekunda dodatkowej obrobki wierceniem ma znaczenie. Dla przykladu otwory 26mm srednicy w 20mm blasze - przy idealnych parametrach wiercenia ( wior bez przebarwien ) - jeden otwor zajmowal 65sekund. Ten sam otwor przy znacznie bardziej agresywnych parametrach ( przebarwione dosc mocno wiory ) 45 sekund.
Na ogol staram sie wiercic bez chlodziwa co oszczedza czyszczenie powierzchni i latwiej jest utrzymac porzadek na maszynie ale przy wysrubowanych parametrach dobrze jest schlodzic wiertlo przynajmniej pomiedzy otworami ( pisze o produkcji gdzie otwor za otworem w odstepie 3-4 sekund - tyle co na zmiane pozycji ).






