Zrobię pogłębienia dla niskich łbów a chwilowo wkręcę normalne bo mam już kupione
Mała grawerka 300x300x200


-
Adam Domański
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 712
- Rejestracja: 04 lut 2008, 20:26
- Lokalizacja: Rzeszów
-
numell
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 15
- Posty: 93
- Rejestracja: 01 sie 2011, 20:32
- Lokalizacja: małopolska
Panowie spokojnie po wszystkim  nie będziemy się rozwodzili nad śrubkami kiedy końca nie widać...
nie będziemy się rozwodzili nad śrubkami kiedy końca nie widać...
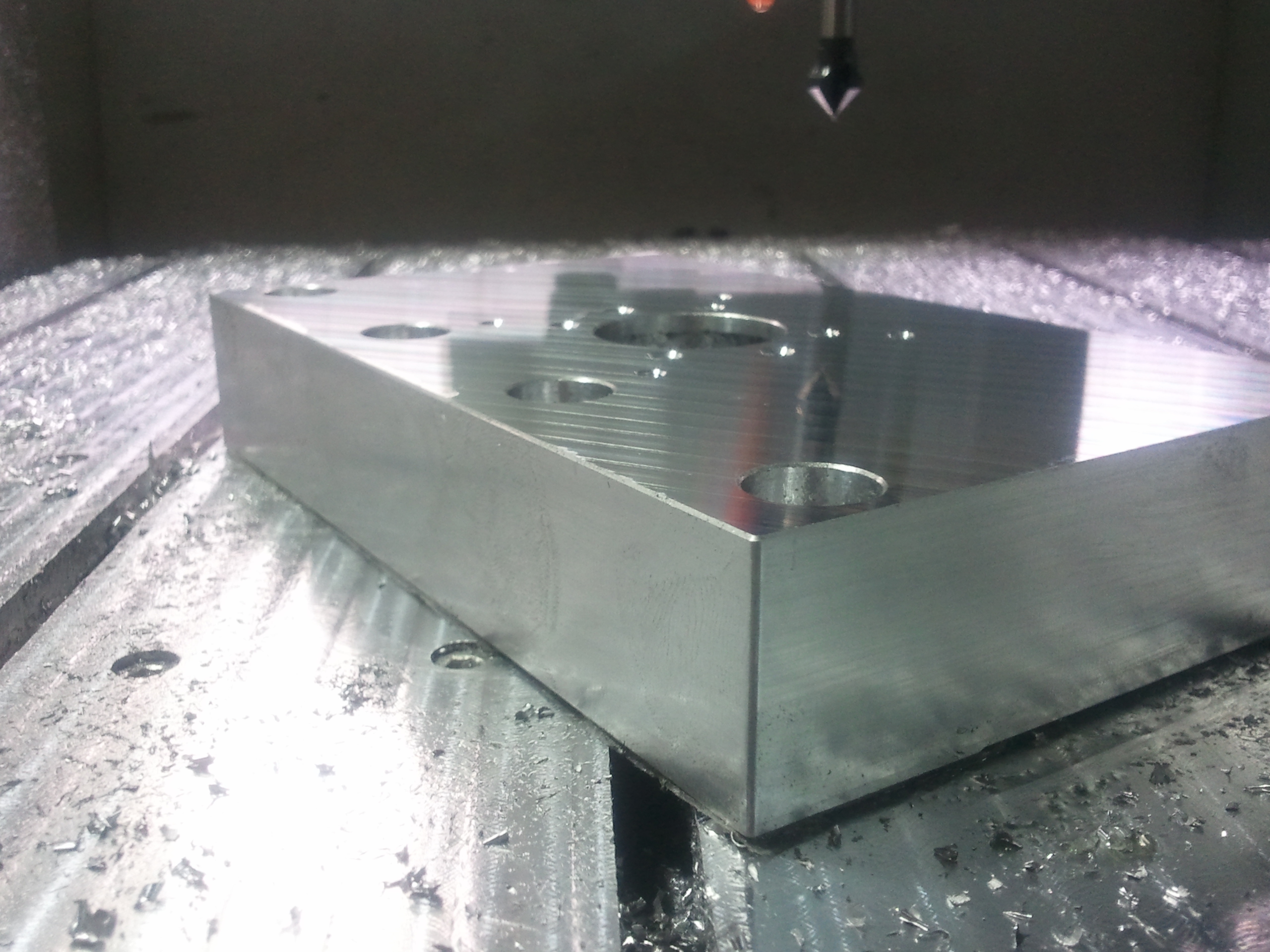
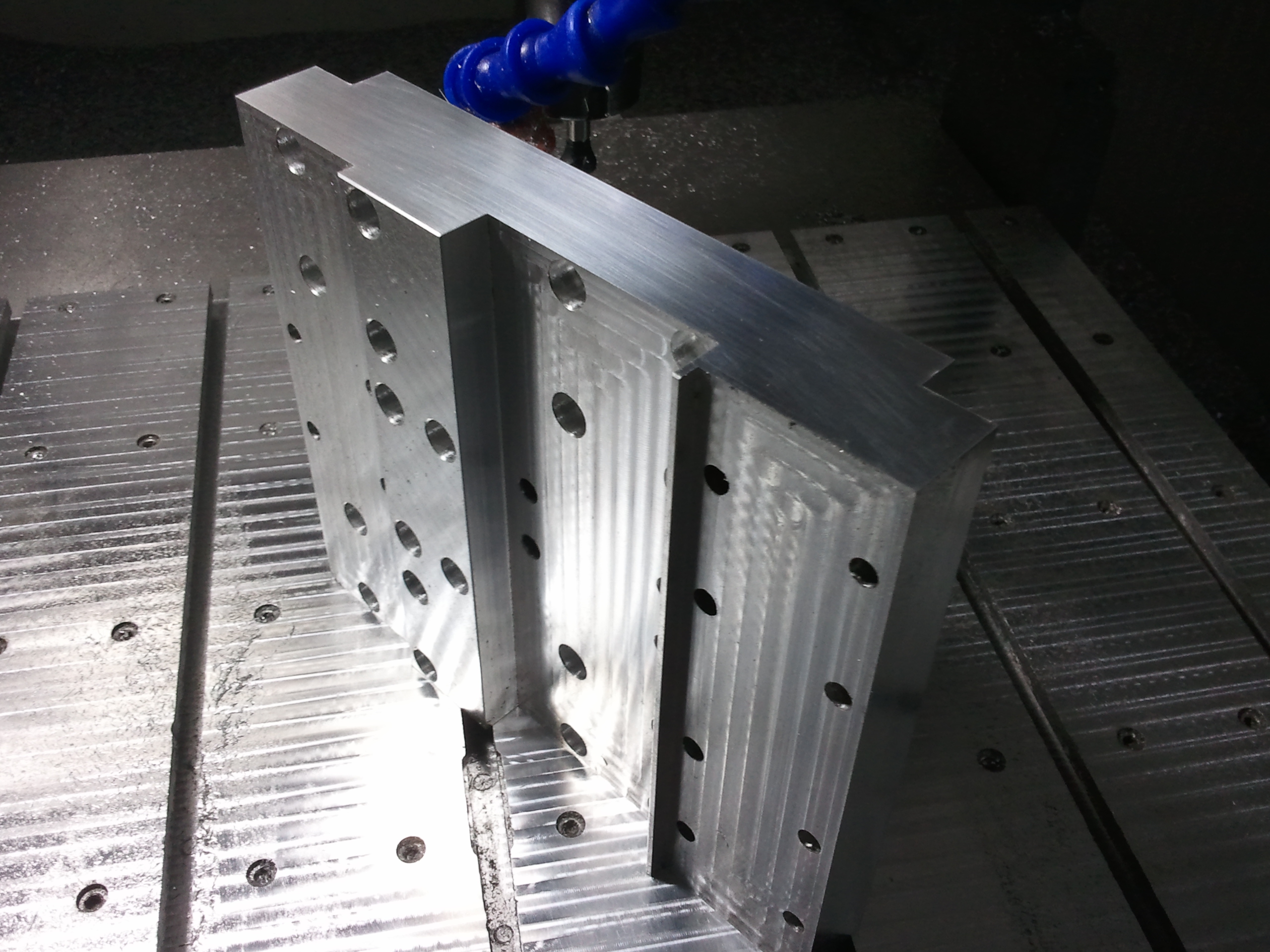
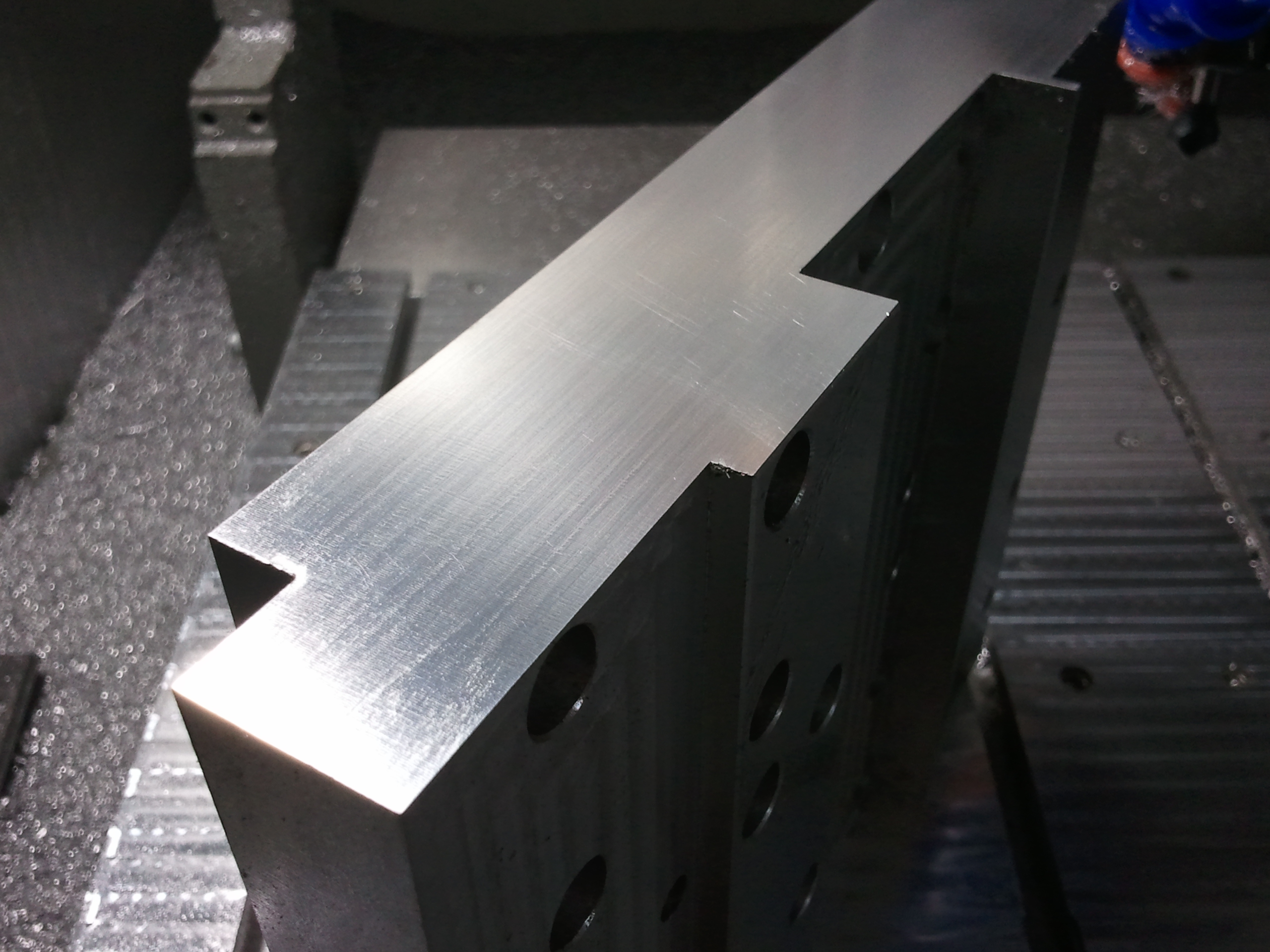
Z racji ze i tak musiałem mocować boczki do pogłębień na łby M6 wózków (zastrzał na nie będzie nachodził) to i przy okazji zrobiłem pod łebki M8 niskie - tak jak wcześniej wspomniałem na razie skręciłem na zwykłych - nie ma tragedii.
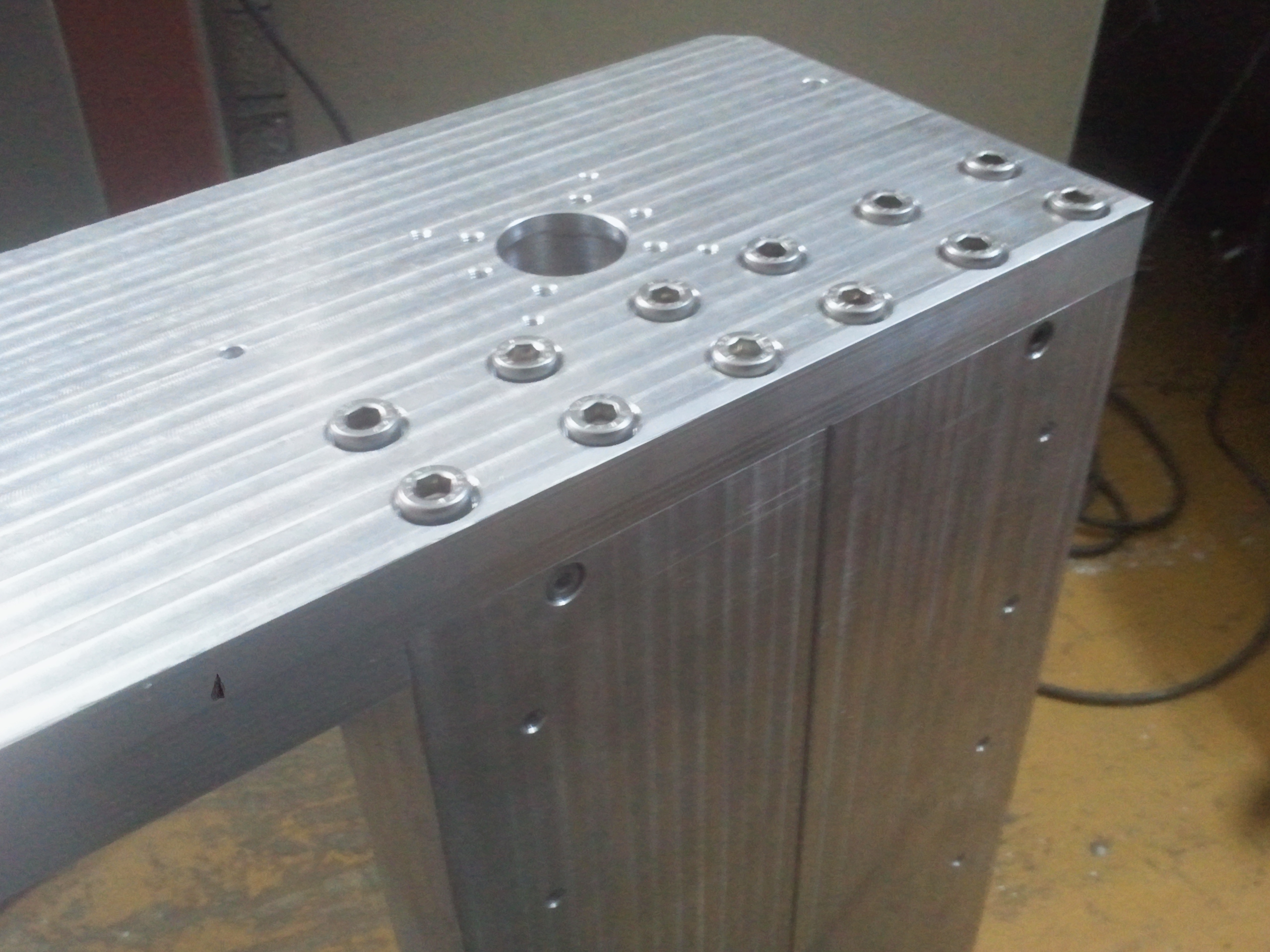
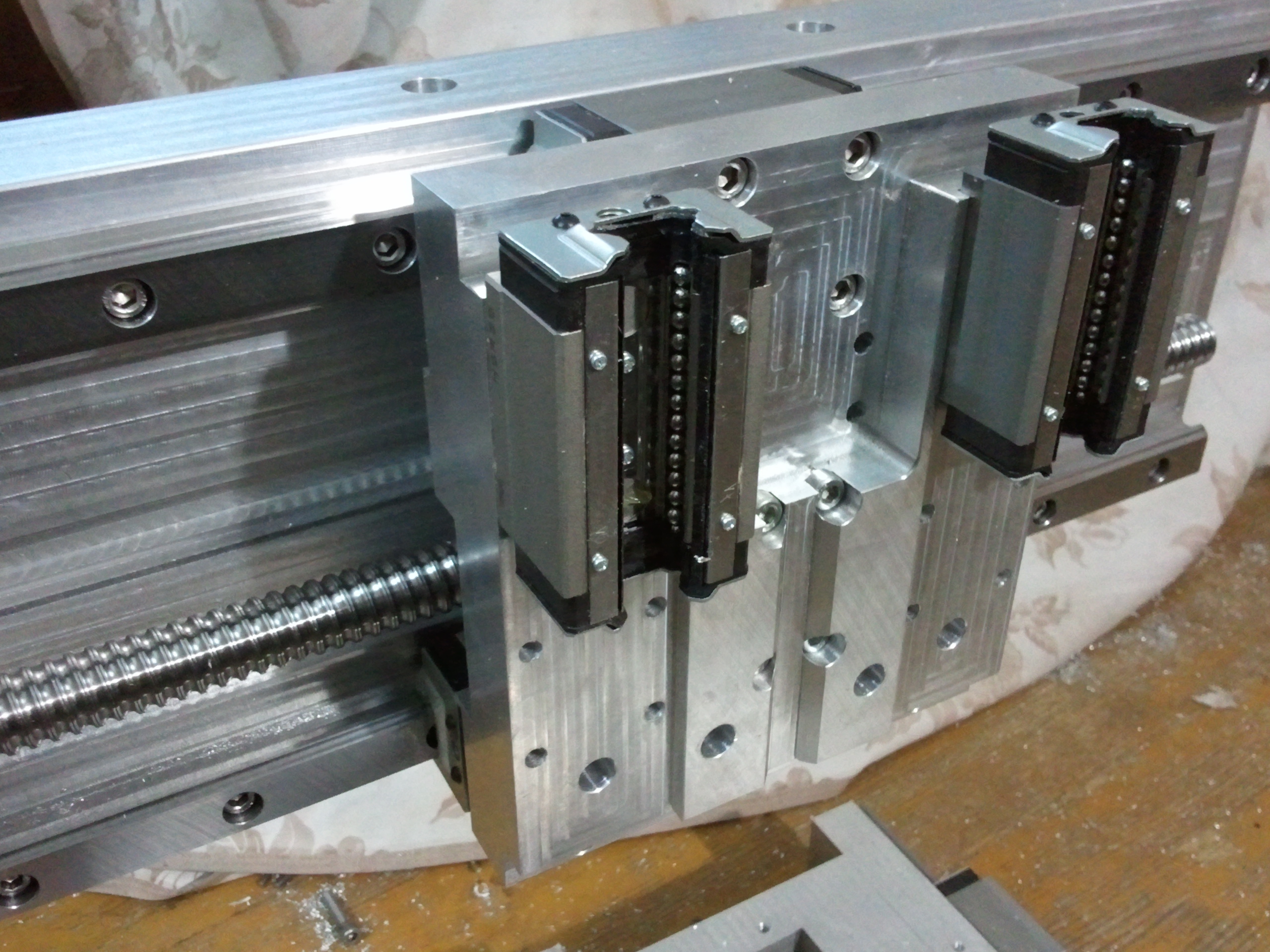
Coś tam już jeździ
[youtube][/youtube]
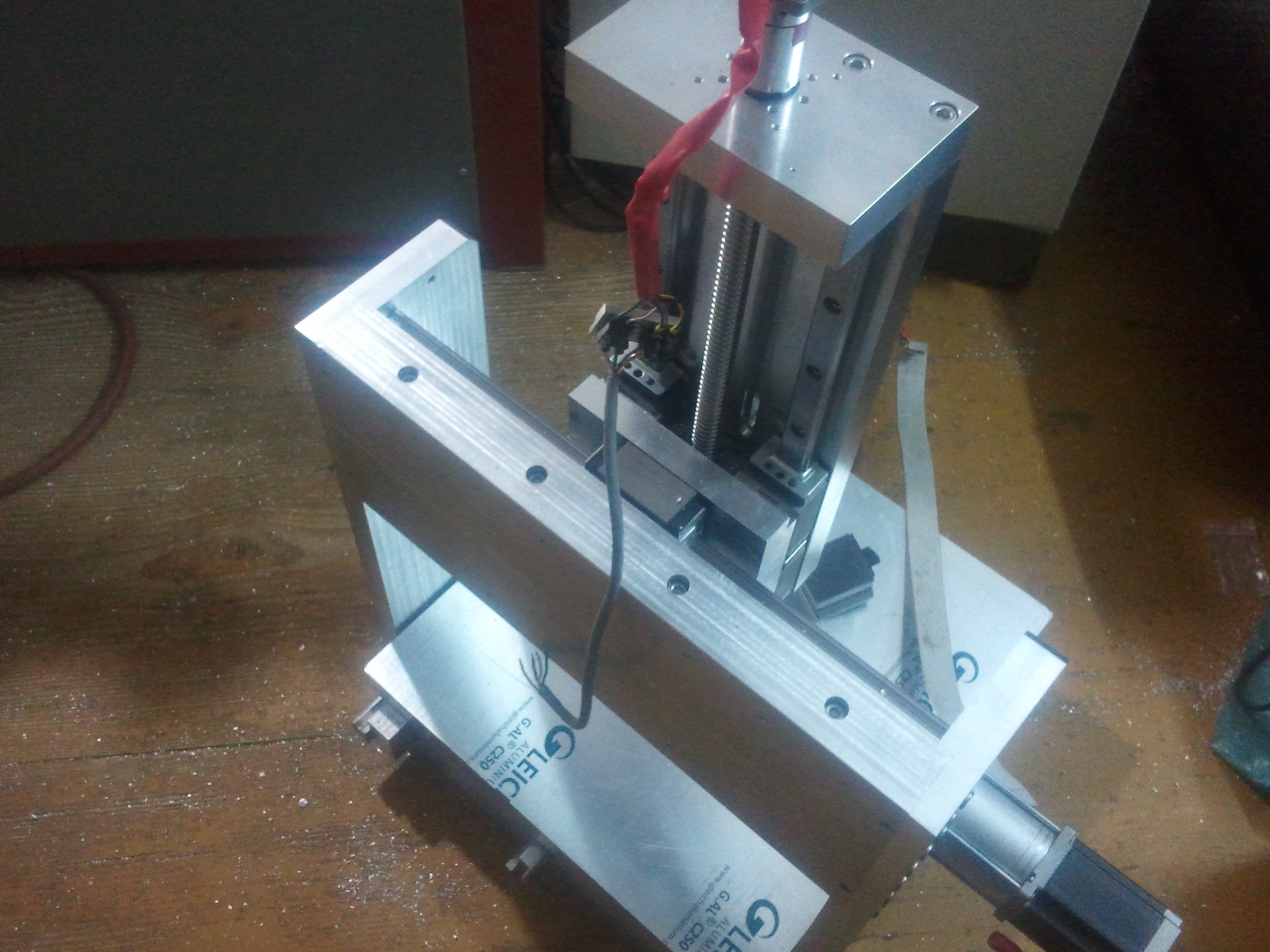
Pomiar o którym wspominałem - po 5 setek w każdą stronę ucieka przy bardzo silnym naciskaniu na bok (udarowo skoczyło coś więcej, ale sądzę że ramie czujnika wtedy też się buja). Jeszcze nie ma stołu teowego który dolną ramę scali w całość no i zastrzałów które myślę zrobią robotę.
[youtube][/youtube]
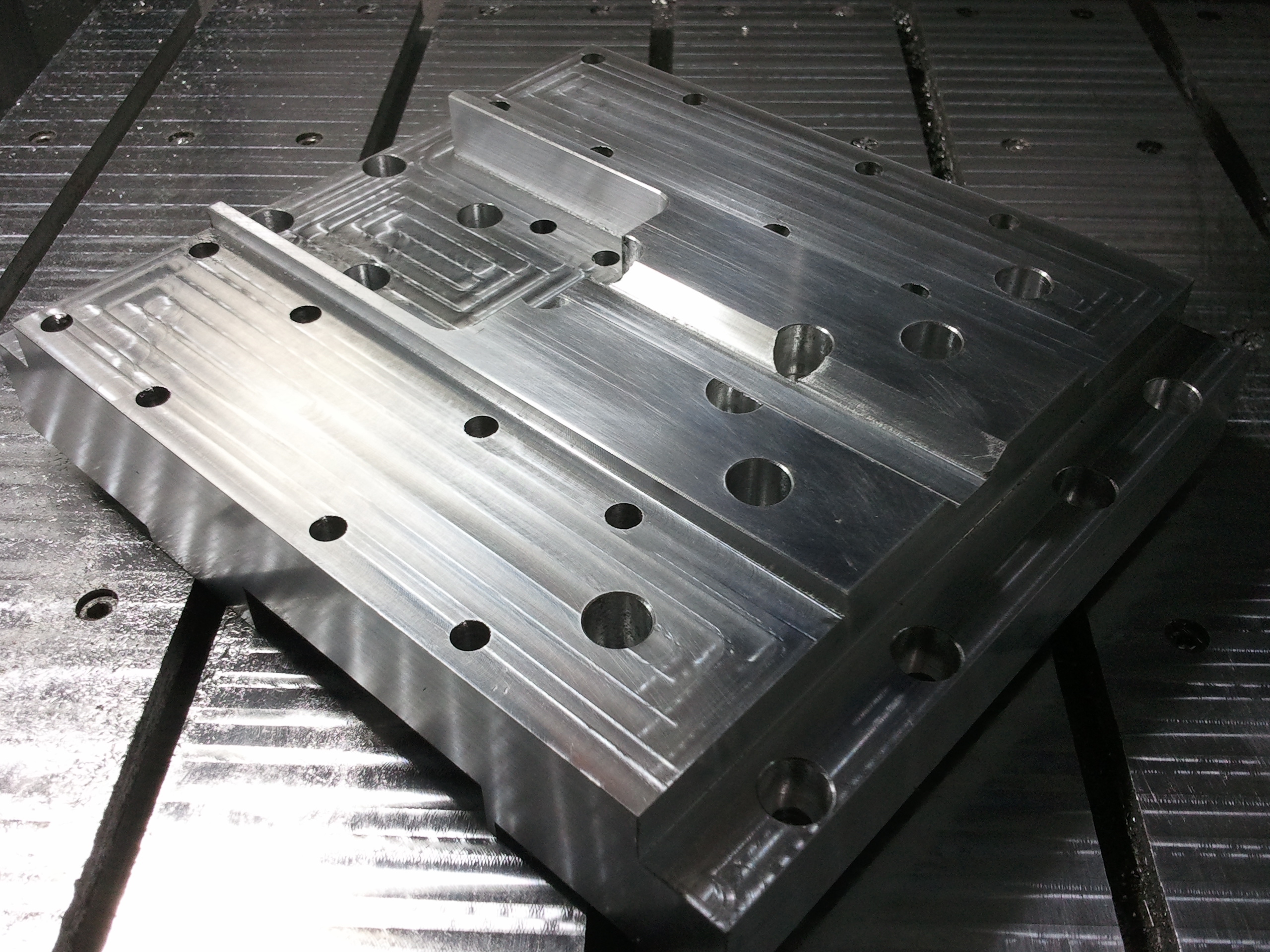
Co do stołu teowego postanowiłem zrobić sam bo dość dużo sobie krzyczą za to.
Obszar pola roboczego będzie podniesiony o 3-4 mm ponad resztę tak żeby w razie czego można było splanować jego całość. Rowki poza obszarem roboczym mają ułatwiać mocowanie detali - tego brakuje mi w obecnej maszynce...
Taki stolik mi się marzy no i trzeba zrobić
Panowie zakupiłem w czwartek ten oto kątownik 200x400 DIN 875/1 ale po obmierzeniu okazuje się że niestety nie trzyma normy - w poniedziałek go zwracam i nie będę miał czym sprawdzić geometrii.
Ma ktoś z was może na zbyciu podobnych wymiarów kątownik 875/1 lub 875/0 w niewygórowanej cenie ? Tylko żeby trzymał normę ! Może być krawędziowy - będzie nawet lepszy...
Z racji ze i tak musiałem mocować boczki do pogłębień na łby M6 wózków (zastrzał na nie będzie nachodził) to i przy okazji zrobiłem pod łebki M8 niskie - tak jak wcześniej wspomniałem na razie skręciłem na zwykłych - nie ma tragedii.
Coś tam już jeździ
[youtube][/youtube]
Pomiar o którym wspominałem - po 5 setek w każdą stronę ucieka przy bardzo silnym naciskaniu na bok (udarowo skoczyło coś więcej, ale sądzę że ramie czujnika wtedy też się buja). Jeszcze nie ma stołu teowego który dolną ramę scali w całość no i zastrzałów które myślę zrobią robotę.
[youtube][/youtube]
Co do stołu teowego postanowiłem zrobić sam bo dość dużo sobie krzyczą za to.
Obszar pola roboczego będzie podniesiony o 3-4 mm ponad resztę tak żeby w razie czego można było splanować jego całość. Rowki poza obszarem roboczym mają ułatwiać mocowanie detali - tego brakuje mi w obecnej maszynce...
Taki stolik mi się marzy no i trzeba zrobić
Panowie zakupiłem w czwartek ten oto kątownik 200x400 DIN 875/1 ale po obmierzeniu okazuje się że niestety nie trzyma normy - w poniedziałek go zwracam i nie będę miał czym sprawdzić geometrii.
Ma ktoś z was może na zbyciu podobnych wymiarów kątownik 875/1 lub 875/0 w niewygórowanej cenie ? Tylko żeby trzymał normę ! Może być krawędziowy - będzie nawet lepszy...

")
-
numell
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 15
- Posty: 93
- Rejestracja: 01 sie 2011, 20:32
- Lokalizacja: małopolska
Po dłuższej przerwie
Nie posiadam drogich maszyn pomiarowych abym mógł cechować ...
Chyba że opierało by się to na grawerowaniu normy (nawet gdy narzędzie jej nie spełnia) tak jak to zrobił chińczyk w kątowniku który zakupiłem.
Wracając do bohatera tego posta.
Budowa delikatnie mówiąc ciągnie się jak flaki z olejem a to za sprawą wdrażania serw do obecnej maszynki na której wykonuję detale do małej.
Wyciągnięta elektronika z silnikami pójdzie do malczaka właśnie więc jest to jakiś krok w przód
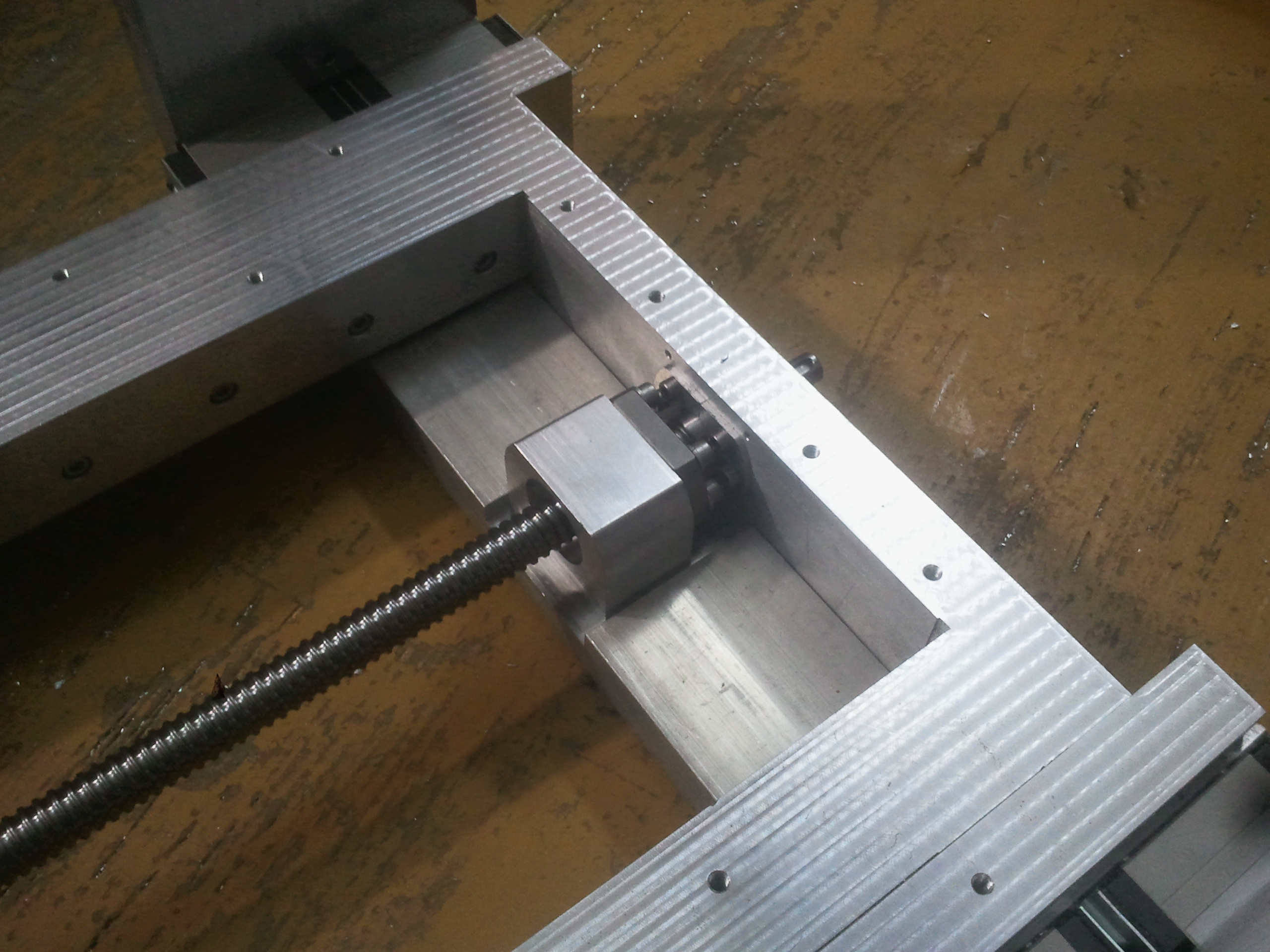
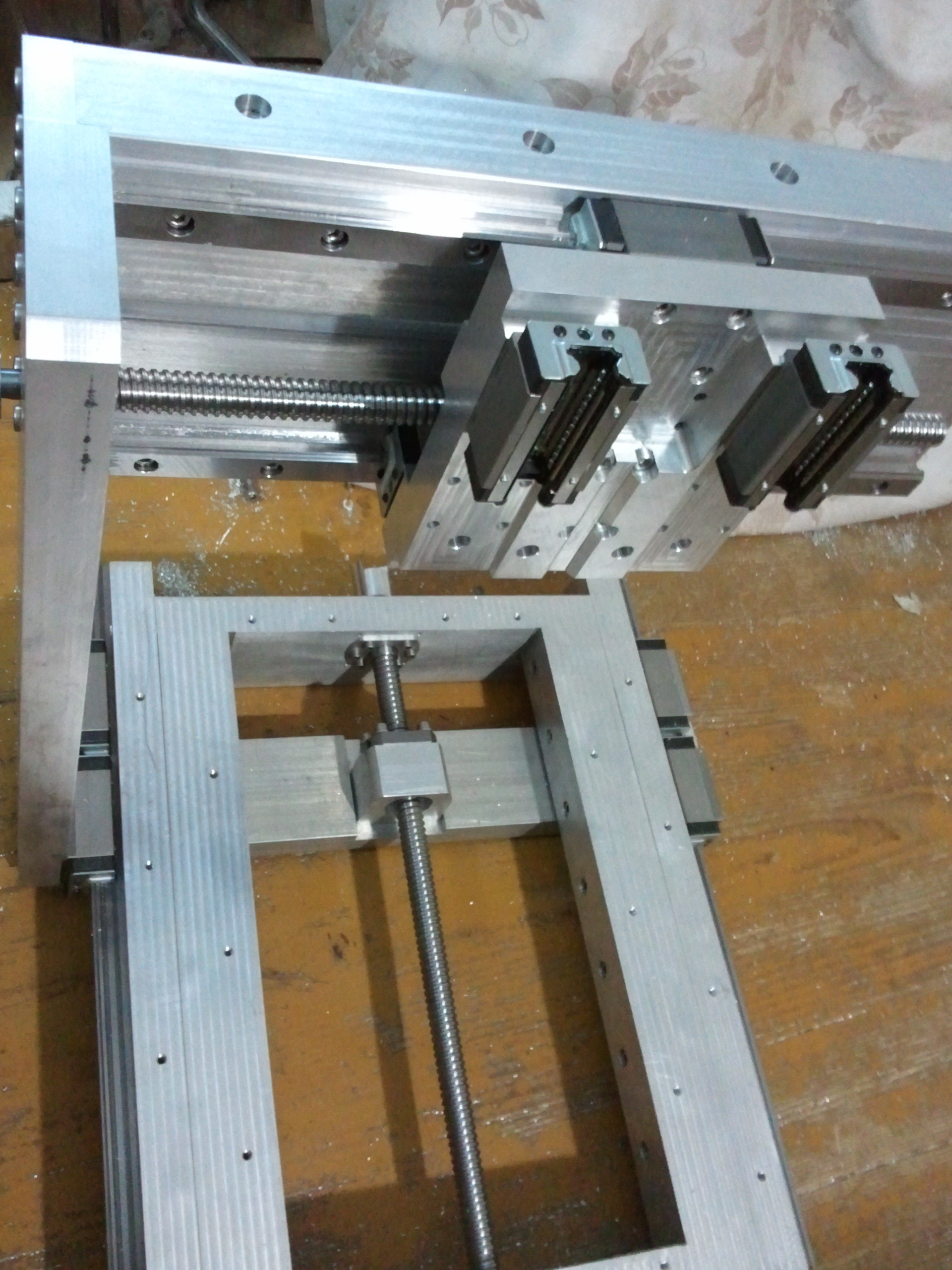
Dzisiaj zrobiłem krzyżak i wszystko pięknie pasuje
W poniedziałek Zetka + blok i obudowa nakrętki.
Stół zostawię sobie na koniec chodź wstępne testy czy maszyna podoła z rowkiem już dawno się odbyły - jako tako wyszło
Maszynę ustawioną mam ale po wykonaniu kątownika nie mam pewności co do dokładności ...beatliner pisze:A jakby tak wyfrezować kątownik na maszynie którą masz już poustawianą?
Nie posiadam drogich maszyn pomiarowych abym mógł cechować ...
Chyba że opierało by się to na grawerowaniu normy (nawet gdy narzędzie jej nie spełnia) tak jak to zrobił chińczyk w kątowniku który zakupiłem.
Wracając do bohatera tego posta.
Budowa delikatnie mówiąc ciągnie się jak flaki z olejem a to za sprawą wdrażania serw do obecnej maszynki na której wykonuję detale do małej.
Wyciągnięta elektronika z silnikami pójdzie do malczaka właśnie więc jest to jakiś krok w przód
Dzisiaj zrobiłem krzyżak i wszystko pięknie pasuje
W poniedziałek Zetka + blok i obudowa nakrętki.
Stół zostawię sobie na koniec chodź wstępne testy czy maszyna podoła z rowkiem już dawno się odbyły - jako tako wyszło
-
ezbig
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2103
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
... a jak go mierzyłeś? Pytam z ciekawości, bo jak nie masz czym sprawdzić geometrii maszyny bez kątownika, to jak sprawdziłeś kątowniknumell pisze:Panowie zakupiłem w czwartek ten oto kątownik 200x400 DIN 875/1 ale po obmierzeniu okazuje się że niestety nie trzyma normy - w poniedziałek go zwracam i nie będę miał czym sprawdzić geometrii.
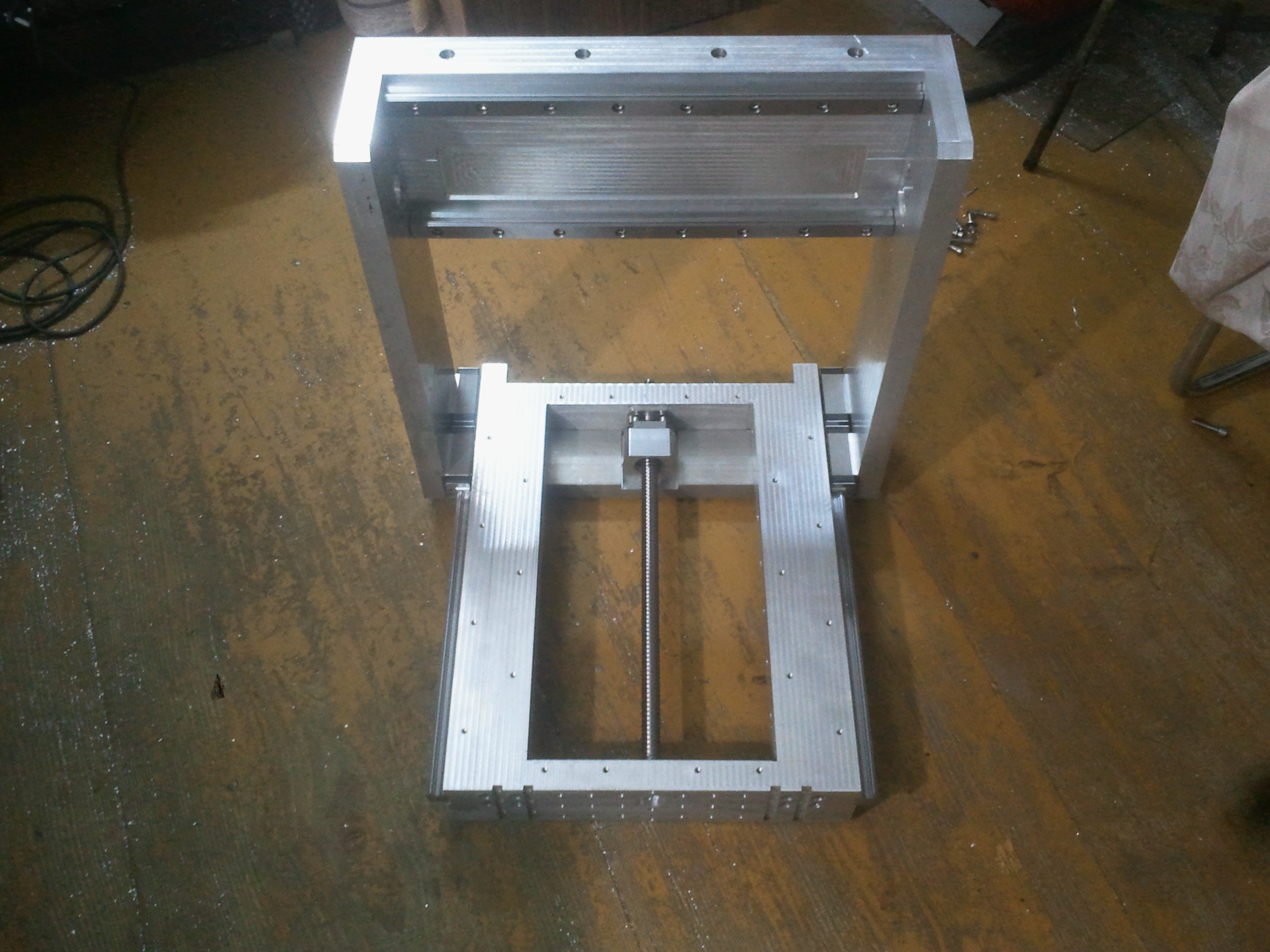
Z innej beczki - często na forum ludzie piszą, że lepiej robić małą maszynę z ruchomym stołem, bo to niby jest łatwiej i pada jeszcze ileś tam argumentów. Ja się z tym do końca nie zgadzam i twierdzę, że nie ma różnicy w trudności wykonania. Twoja maszynka jest świetnym przykładem pokazującym to, że może nie być absolutnie żadnej różnicy. Jak przykręcimy podstawę do bramy, to wyjdzie ruchomy stół, a jak postawimy na stole, to ruchoma brama
-
numell
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 15
- Posty: 93
- Rejestracja: 01 sie 2011, 20:32
- Lokalizacja: małopolska
Liczyłem na czujność i takie pytanieezbig pisze:... a jak go mierzyłeś? Pytam z ciekawości, bo jak nie masz czym sprawdzić geometrii maszyny bez kątownika, to jak sprawdziłeś kątowniknumell pisze:Panowie zakupiłem w czwartek ten oto kątownik 200x400 DIN 875/1 ale po obmierzeniu okazuje się że niestety nie trzyma normy - w poniedziałek go zwracam i nie będę miał czym sprawdzić geometrii.
Przykładając najdłuższe ramię kątownika do szyny THK 25 (z każdej strony) na środku był banan 0,06. Przypadek się powtarzał na obu szynach i w różnych położeniach.
To nic szyna nie jest wzorcem może być krzywa... ale nie w każdym miejscu
Kilka detali w mojej maszynie było obrabianych na centrum obróbczym Chermle 5 osi a tam setka na detalu jest ciężka do wychwycenia (pomiar gotowego elementu z czujnikiem/sondą widziałem osobiście). Przykładając zakupiony kątownik do detalu z Chermle i badając kąt, po prostu się kolebał jak szalony. Obmierzyłem go jeszcze czujnikiem w pionie i każdy błąd powielał się o tą samą wartość...
Kąt wewnętrzny >90stopni
Kat zewnętrzny <90 stopni
banan na długim ramieniu
Ogólnie rzecz biorąc kilka godzin zabawy.
Ostatecznie zrobiłem sobie kątownik ameliniowy i jest dużo lepszy (pod względem trzymania wymiarów ) ale to wciąż nie jest to... za miękki materiał na kątownik... Na chwilę starczy ale na dłuższą metę lipa mimo że obchodzę się jak z jajkiem.
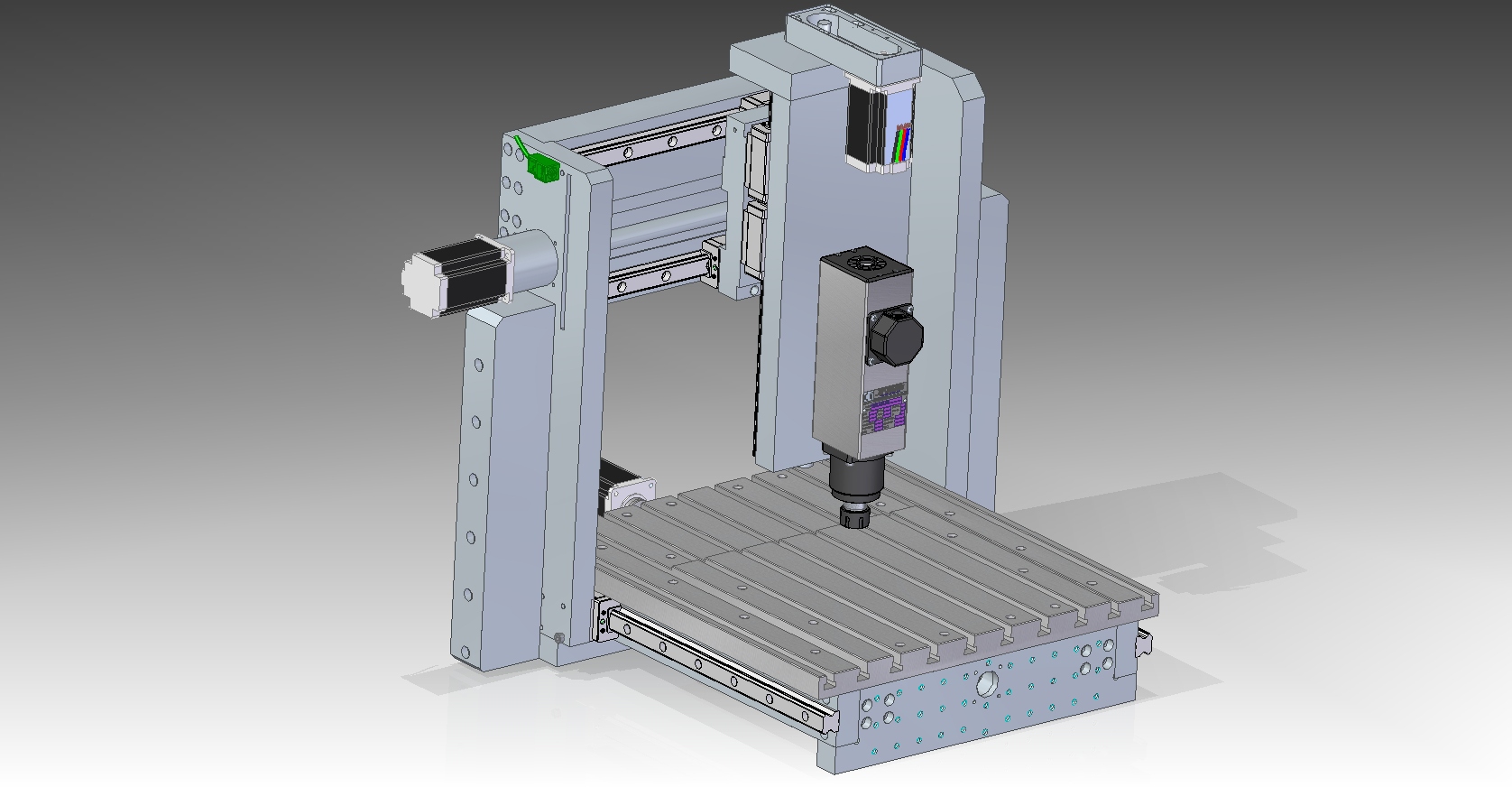
U mnie padło na ruchomą bramę bo:ezbig pisze: Z innej beczki - często na forum ludzie piszą, że lepiej robić małą maszynę z ruchomym stołem, bo to niby jest łatwiej i pada jeszcze ileś tam argumentów. Ja się z tym do końca nie zgadzam i twierdzę, że nie ma różnicy w trudności wykonania. Twoja maszynka jest świetnym przykładem pokazującym to, że może nie być absolutnie żadnej różnicy. Jak przykręcimy podstawę do bramy, to wyjdzie ruchomy stół, a jak postawimy na stole, to ruchoma brama
-nie miałem/nie używałem/nie budowałem nigdy takiej konstrukcji i po prostu chcę sprawdzić jak to się zachowuje - teoria? ok może być ale co komu z teorii - trza zbudować to się będzie wiedzieć
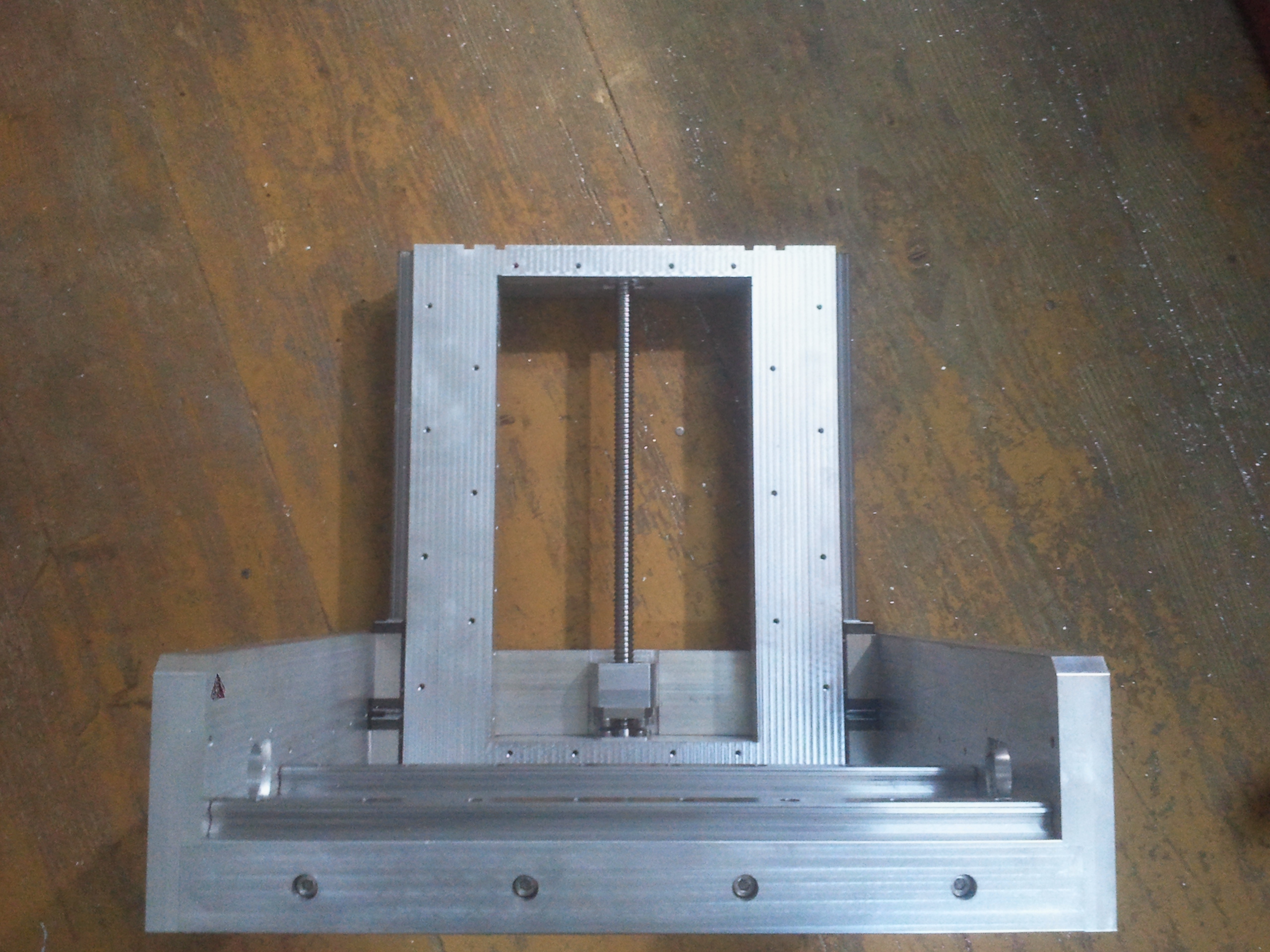
-przy ruchomej bramie mogę wyjechać frezem przed stół na jakieś 60-70mm co pozwala mi obrabiać detale w pionie ( otwory w przedniej belce są do mocowania detalu )
-miałem kilka sztang aluminiowych które na inną konstrukcję za bardzo by nie przypasowały
Co do prostoty wykonania - każdą formatkę planowałem prawie z każdej strony i trochę mi to krwi napsuło
Dużo węzłów zespalających całość co wiąże się z czasochłonnymi nawicertami bocznymi.
Ogólnie są prostsze konstrukcje do wykonania - ta do nich raczej nie należy (no chyba że z płyt precyzyjnych).
Całość planuję uruchomić początkiem roku wtedy się okaże na ile to zostało (nie) solidnie wykonane