



")
Teraz mam dwa inne pytanka -
gdzies sprzedają tak małe ilości kształtowników jak potrzebuje? (dosłownie po ok 1mb każdego)
i jak to jest z zarabianiem śrub? Standartowo wg. katalogu HIWIN do śruby 16xx strona napedzana ma 12 mm a podtrzymywana 10mm. Problem taki że dostępne bloki są różnej wysokości, (BK12 BF10.) Lepiej zataczać srubkę 2x12 czy jedną bazę dla bloku zrobić te 2mm
niżej?
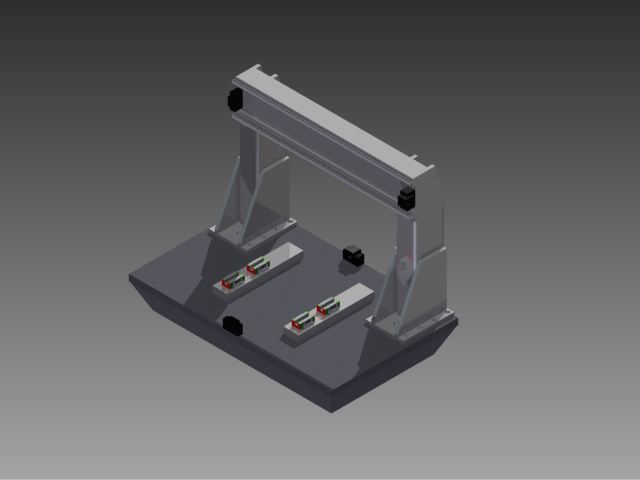
Poskładałem na szybko klocuszki, Pytanie nr 3 - pow pod bloki łożyskujący osi Y można bez problemu zrobić bezpośrenio w płycie traserskiej? Sa jakies nieznane mi przeciwwskazania?



")
")


")







