



")
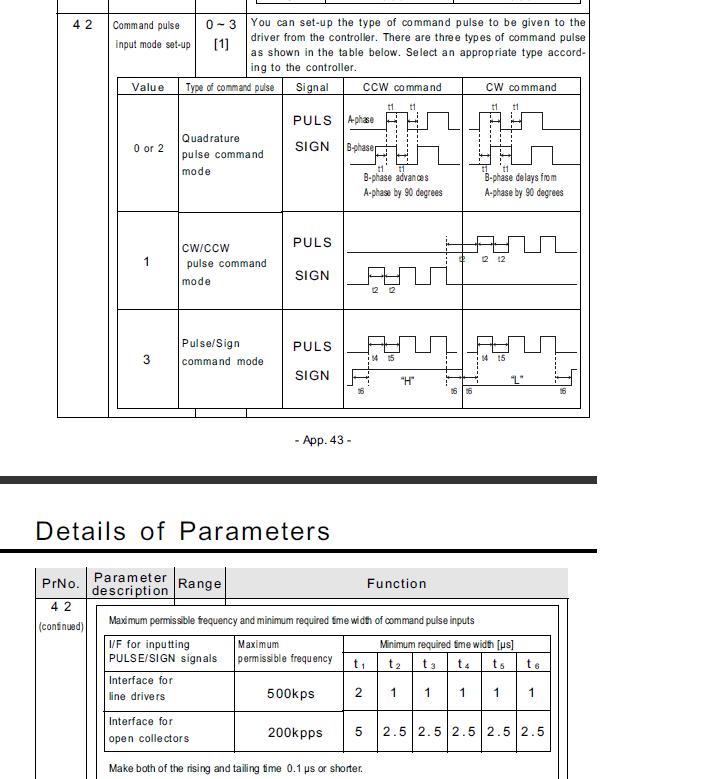
Wartość parametru zmieniłem z 1 na 3, jak na fotce.
Jak ręką odjął!
Maszyna już zaczęła chodzić i realizuje pierwsze prace. Jeszcze na pewno z czasem trzeba będzie delikatnie poprawić ustawienia sterownika, ale na razie jest dobrze.
Prędkości maksymalne we wszystkich osiach mam ustawione na 20m/min (mach 75kHz).
Na razie mi to wystarcza tym bardziej że w najdłuższej osi Y są śruby i potrafią wpaść w drgania przy szybszej jeździe. Dla tej osi planuje też przekładnie 1:2, gdyż przy dwóch śrubach i dość ciężkiej ramie przyda mi się trochę więcej momentu.
Poniżej kilka fotek i filmików sterowania i maszyny:


Planuje też oś obrotową, ale na razie szukam rozwiązań na forum
Mam takie pytanie z innej beczki, jaki najwiekszy kod można puścić machem?
Ostatnio nie mogłem załadować pliku 100mb, program długo przetwarzał potem się zawiesił i trzeba było pofragmentować plik.
pozdrawiam









