




Obsługa, Programowanie i Budowa Maszyn Numerycznych




")

")
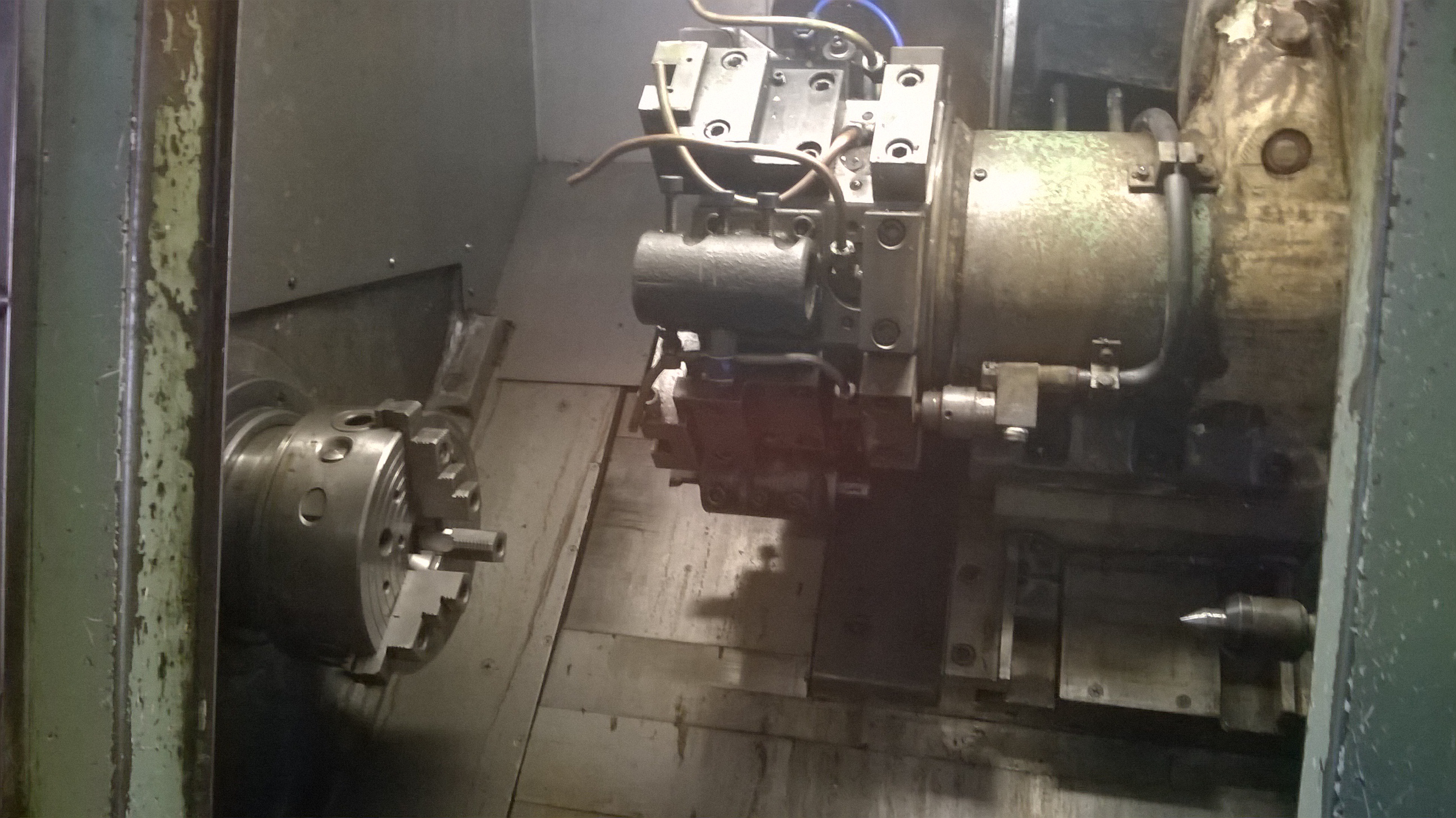
Maszyna która zostaje u mnie jest w 100% sprawna251mz pisze:
Masz już pomysł jak uruchomić sztukę którą sobie zostawiasz?
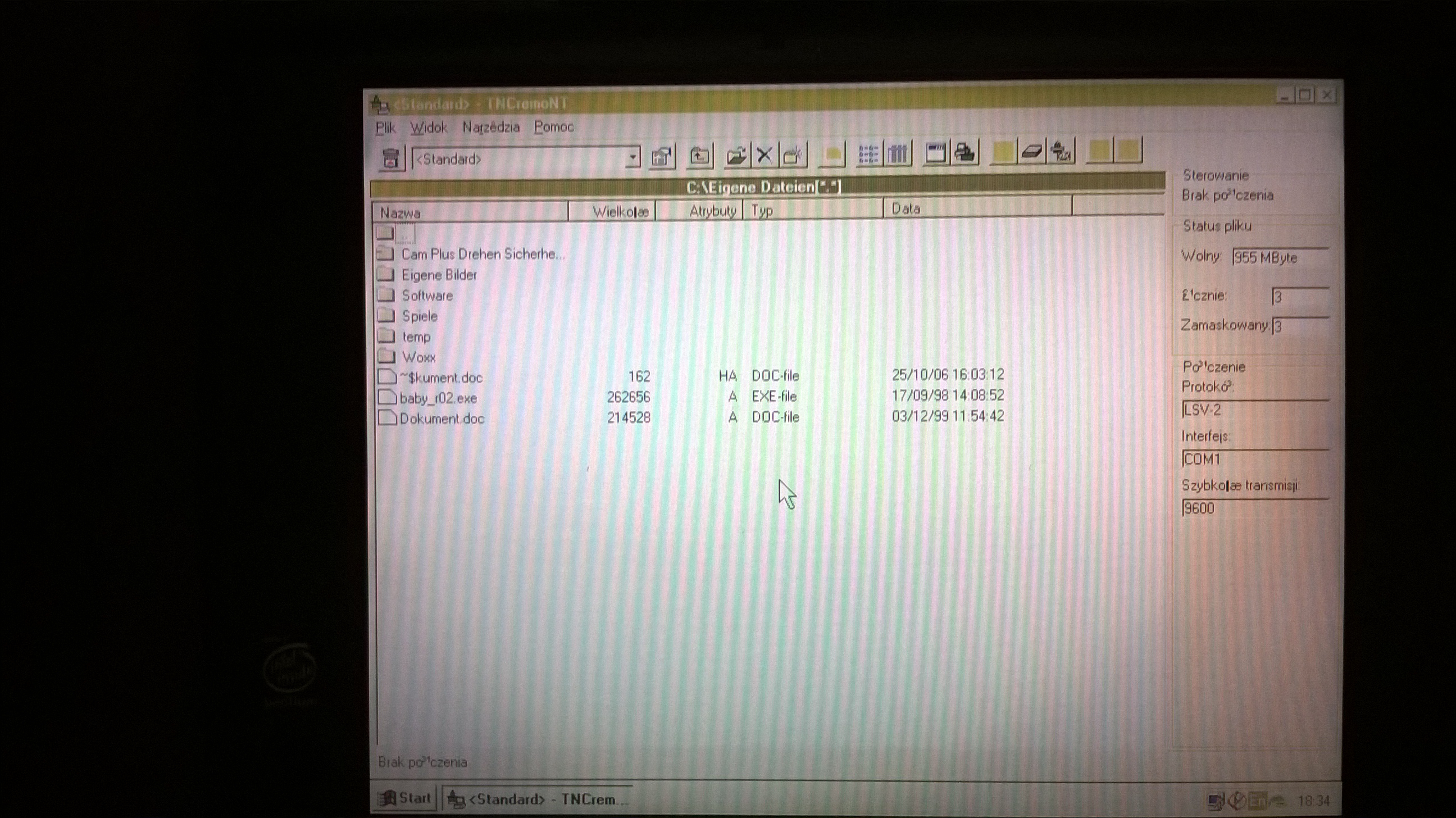
Całkiem możliwe , sprzedający miał na hali kilkanaście rożnych obrabiarek wiec może było coś na Heidenheiniemheli pisze:Ten ostatni screen to TNCremoNT, czyli program do transferu danych dla maszyn na Heidenheinie, osobiście nie spotkałem przy innym systemie.
")