



Stałem się szczęśliwym posiadaczem tokarki LD-550.
Dotychczas miałem OUS-1 (darze go ogromną sympatią) tak wiec skok wygody pracy ultra ogromny.
W tym temacie opiszę moje perypetie, prace, spostrzeżenia.
Główny post będzie na bieżąco edytowany dla porządku. Pod nim tylko pytania i mam nadzieje wasze odpowiedzi.
Tokarkę nabyłem w LM Suchy Las. Mieli 2szt. (1 w fabrycznej skrzyni). Obsługa bardzo miła na moją prośbę otwarła skrzynię i sprawdziliśmy cóż skrywa.
Za sprawą uczynnych Panów z obsługi ta sosnowa trumna (130kg) trafiła do kangura i popędziła wprost do garażu.
Pierwsze oględziny po rozpakowaniu ujawniły delikatnie zgiętą tylną osłonę (blachę) - detal.
Maszynę razem naczelnym specjalistą do spraw obróbki skrawaniem - moim Tatą - rozebrałem na części.
Wszędzie jest ten dziwny czerwonawy smar wymerdany z piachem.
Tu pojawiają się dwie teorie.
1. Ilość smaru jest na wypadek zatonięcia transportu - nawet kilku dniowe leżakowanie na dnie słonego akwenu nie zaszkodzi.
2. Piasek - ta teoria jest słaba - otóż gdyby była to Afryka (kraj pochodzenia) tłumaczył bym ten pył burzami piaskowymi. Ale tak nie wiem...
Tak czy inaczej ropa, szmata, szmata, oliwa. I tak ze 2h.
Po złożeniu do kupy i obadaniu organoleptycznym przekładni czas na pomiary.
1. Bicie uchwytu obwodowe - 0,05mm
2. Bicie tarczy zabierakowej czołowe - 0,02mm
3. Bicie zamaka obwodowe - 0,03mm
4. Bicie kła we wrzecionie - 0,04 (co ciekawe wydaje mi się że sam kieł ma winkla - czubek bije delikatnie)
Spostrzeżenie - uchwyt wchodzi na zamek lekko - mogło by być ciaśniej
Historia jazzu współczesnego zaczęła się gdy przeszliśmy do tematu habety.
Uchwyt na trzpieniu mk2 w tuleje i dupaaaa.
Tuleja trzyma gdzieś powiedzmy 35mm od krawędzi - efek luz około 0,15mm.
Tak pracować się nie da.
Ustawiliśmy oś konika. Wysokość w zależności od położenia (pamiętajmy o luzie) 0,0-0,15mm.
Zadzwonię do serwisu w poniedziałek czy wysłać im samą tuleje do korekty stożka.
Jak nie będzie porozumienia to dla św. spokoju podrzucę go do szlifierza. Myślę że w 100zł się zmieszczę.
Pierwsze toczenie na posuwie to bajka. Szczękę z ziemi zbierałem.
Koniec korbko-wania jak na OUS-siole.
Wałek stalowy w uchwyt poparty feralnym konikiem z kłem obrotowym. Składak w imak.
Obroty 400-ileś tam... posów 0,1mm/s zagłębienie 0,5mm (1mm ze średnicy) i jazda. Średnica na 100mm 17,22 - 17,28 a wiec stożek 0,06mm.
Maszyna ma sporo niedoróbek (detali). Jednak za tą sumę pieniędzy to przy odrobinie chęci można naprawdę popracować.
Ogólna ocena za te pieniądze do hobbystycznej pracowni jak najbardziej polecam.
Moja lepsza połówka przed zakupem zapytała mnie czy nie lepiej lepszą tokarkę a nie z marketu. To pytanie było zasadne jednak powiedzmy sobie szczerzę - lepsza nowa to już różnica w cenie + 10tys. zł.
Tokarki za 5tys. zł np. makteka czy bernardo to to samo. Przedział 8kzł to nadal to samo tylko z dłuższym łożem.
Pytanie do użytkowników - chwilę po wyłączeniu tokarki np.1s ale jeszcze przed zatrzymaniem silnika słychać w nim (silniku) takie kliknięcie głośne (jak by przekaźnik).
Czy to normalne. Jeśli nie to rozbiorę silnik by to obadać.
C.D.N....
edit 20:44 01.12
Co do tematu tyknięć w silniku znajomy spec od napędów elek. potwierdził że coś takiego jest stosowane. Niestety nie wiem czy w tym silniku. DTR o instalacji elektrycznej mówi nie wiele więcej niż "no coś tam jest".
Przy czasie wydłubie ten motorek i obadam o.
Dzięki kolego RomanJ4 za pomysły pomiaru.
Zamówię diatest bo widzę że się przyda.
I tu słów kilka o przeznaczeniu.
Obrabiam sobie takie detale jak jakaś ośka do silnika RC. Koło do przekładni zębatej (silnik krokowy <> śruba). Obudowa pod łożysko. Przetoczenie np. fabrycznej nakrętki trapezowej itp.
Warto by koledzy wiedzieli że nie mam wykształcenia w tym kierunku. Jestem hobbystą.
Tak więc patrzmy przez ten pryzmat.
P.S. Kupiłem noże składane kpl. 5szt. na płytki wieloostrzowe w Jula za 199zł - jak je pomęczę to zdam relację.
LD-550 Tech-mig


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 16251
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: LD-550 Tech-mig
Zdziwisz się po 120 godzinachbubels pisze: Główny post będzie na bieżąco edytowany dla porządku. Pod nim tylko pytania i mam nadzieje wasze odpowiedzi.
.

-
 GrafRamolo
GrafRamolo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 699
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
Gratulacje nabytku.
Moja teoria na temat smaru+ piasek, to to że, celowo go dodają, bo to smar konserwujący a nie do pracy. I aby każdy komuś nie przyszło do głowy pracować na nim to go mieszają z piaskiem i dzięki temu właściciel zmuszony jest do rozbiórki i porządnego wyczyszczenia.
Druga teoria jest jak pierwsza z tą róznicą że zmuszają by rozbierać, byś podziwiał jakośc i precyzję oraz zaangazowanie chińskich inzynierów i konstruktorów (przy tej teori się nie upieram)
Bicie dość przerażające, ja miałem takie w 40 letniej maszynie a po regulacji, wymianie tego i owego i ustawieniach spadły do 0,005mm. Cóż, czar orientu.
Ja osobiście polecam zawsze cierpliwe odkładanie i uzbieranie na leprzy sprzęt, wiem, że się powtarzam ale jeśli bym kupował nówkę to jakąś Wabeco, chyba na dzień dzisiejszy. Fakt jest to dużo większy wydatek ale tam niedokładności mierzysz w tysięcznych i tak jak wyjdzie ze skrzynki tak będzie działać za 10 lat. Żadnych poprawek czy problemów, jak pojawiają się to odrazu masz gwarantowaną wymianę.
Walcz i wklejaj fotki tokarki ale też i prac
Moja teoria na temat smaru+ piasek, to to że, celowo go dodają, bo to smar konserwujący a nie do pracy. I aby każdy komuś nie przyszło do głowy pracować na nim to go mieszają z piaskiem i dzięki temu właściciel zmuszony jest do rozbiórki i porządnego wyczyszczenia.
Druga teoria jest jak pierwsza z tą róznicą że zmuszają by rozbierać, byś podziwiał jakośc i precyzję oraz zaangazowanie chińskich inzynierów i konstruktorów (przy tej teori się nie upieram)
Bicie dość przerażające, ja miałem takie w 40 letniej maszynie a po regulacji, wymianie tego i owego i ustawieniach spadły do 0,005mm. Cóż, czar orientu.
Ja osobiście polecam zawsze cierpliwe odkładanie i uzbieranie na leprzy sprzęt, wiem, że się powtarzam ale jeśli bym kupował nówkę to jakąś Wabeco, chyba na dzień dzisiejszy. Fakt jest to dużo większy wydatek ale tam niedokładności mierzysz w tysięcznych i tak jak wyjdzie ze skrzynki tak będzie działać za 10 lat. Żadnych poprawek czy problemów, jak pojawiają się to odrazu masz gwarantowaną wymianę.
Walcz i wklejaj fotki tokarki ale też i prac
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 11580
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
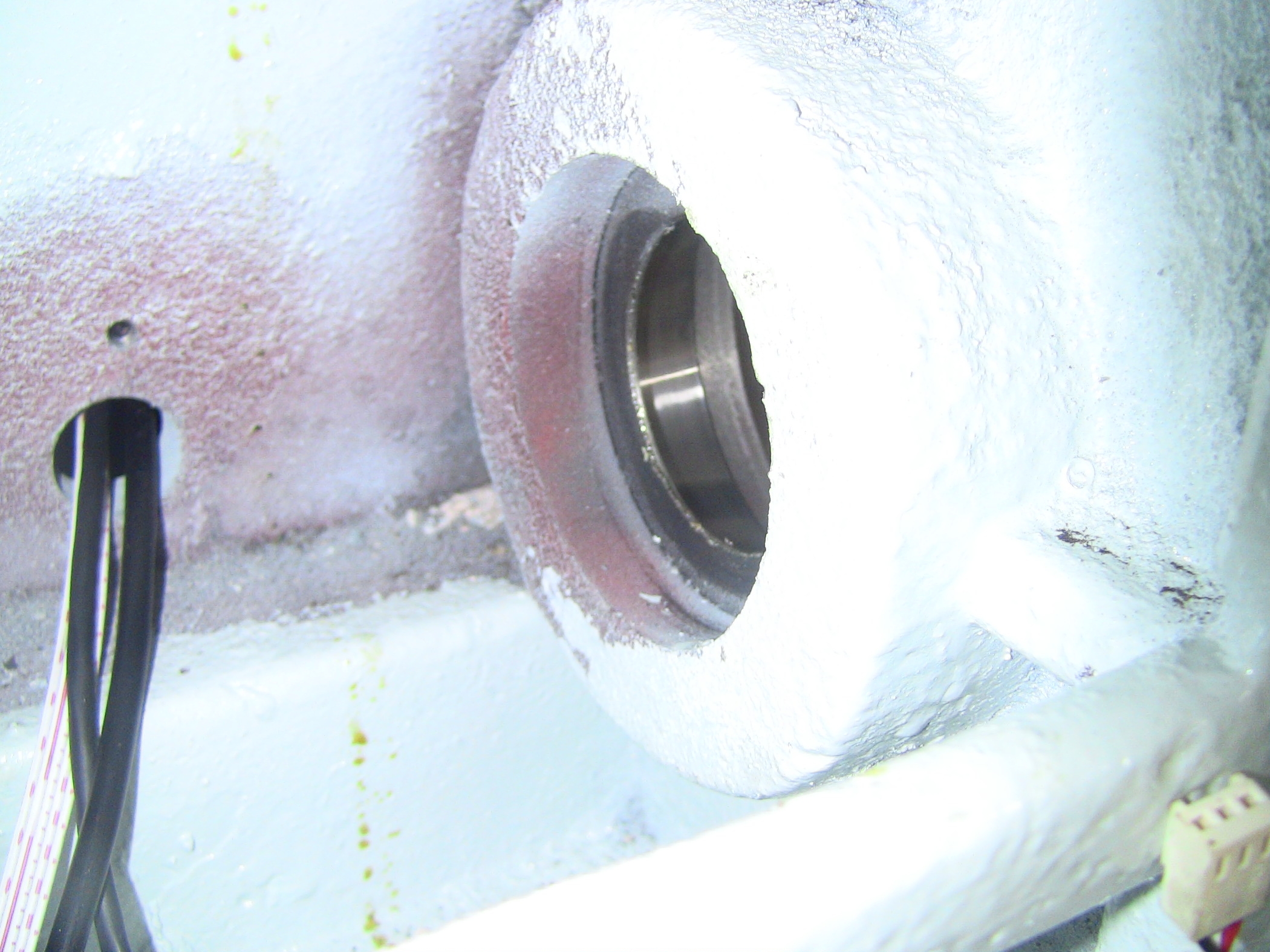
zbadaj bicie samego gniazda, bez kła, i zaznacz ołówkiem skrajne położenia na "+" i na "-",bubels pisze:4. Bicie kła we wrzecionie - 0,04 (co ciekawe wydaje mi się że sam kieł ma winkla - czubek bije delikatnie)

to samo zrób przy pomiarach zewnętrznych zamka wrzeciona i kołnierza (pomiar bicia na założonym uchwycie bez wykonania tych jako pierwsze, bywa złudny).

Da Ci to obraz bicia samego wrzeciona, czy np plusy się pokrywają, czy środek inaczej a z zewnątrz inaczej, itd.. Może wystarczy dociągnąć łożyska, by zminimalizować bicie. (same łożyska też warto byłoby obejrzeć czy piachu nie nalazło)
jeśli gniazdo stożka we wrzecionie jest ok, to dalszy pomiar czy nie przekoszone w osi trzeba sprawdzać na włożonym weń trzpieniu (szlifowanym)

Ten piasek to pozostałość po formie odlewniczej(piaskowej), praktycznie w każdej jest, w mojej też był.GrafRamolo pisze:Moja teoria na temat smaru+ piasek, to to że, celowo go dodają, bo to smar konserwujący a nie do pracy.

pozdrawiam,
Roman
Roman

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 11580
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
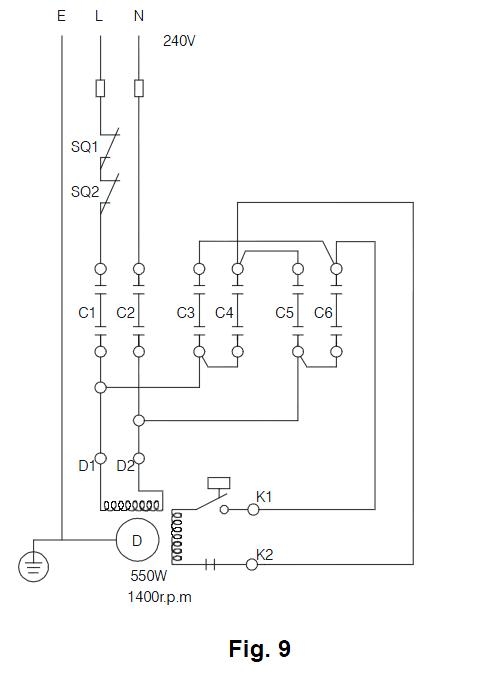
to możliwe, tu podobny w klonie CT 089clipper7 pisze:A nie jest to wyłącznik odśrodkowy wyłączający kondensator rozruchowy ?
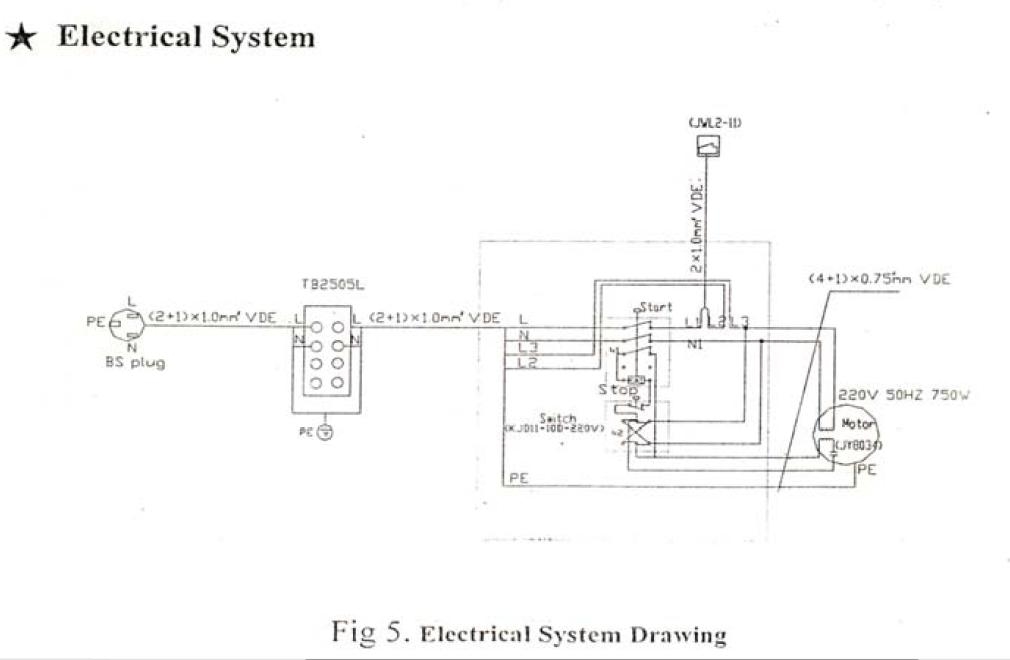
a tu klon BV 20
1. Motor (E, Fig.11) - is rated at 3/4HP, 1PH, 240V,
50HZ, only. Confirm power available at the lathe’s
location is the same rating as the lathe. We can meet
special specification according to the voltage in
customer’s country.
Make sure that all 2 phase (L, N) are connected.
Defective or incorrect connection will render the
guarantee null and void.
Indicators are:
Motor runs hot immediately (3-4 minutes).
Motor doesn’t run silently and has no power.
2. Magnetic Switch (B, Fig.10) - has the function of
emergency stopping, forward/reverse rotation, and has
the protective function to the lathe and electric
components. Green push button marked “I” to start the
motor, Red push button marked “O” to switch the motor
off.
Rocker switch set (A, Fig.10) under a protective cover (to
prevent inadvertent operation), changing the position of
switch will reverse the direction of the motor.
FOR-forward direction, REV- reverse direction. Make
sure the spindle has stopped, Before operating this
switch!
pozdrawiam,
Roman
Roman
-
GrafRamolo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 699
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
-
bubels
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 523
- Rejestracja: 15 sie 2004, 23:24
- Lokalizacja: Poznań
Dzięki za wszystkie odzewy. Post główny już edytowany.
Proszę kolegów o komentarze do pomiarów. Czy te są z przedziałów:
A. bardzo źle
B. Do przełknięcia da się życ.
C. Git majonez (na to nawet nie liczę)
Oceniamy przez pryzmat maszyny i przeznaczenia.
I tu słów kilka o przeznaczeniu.
Obrabiam sobie takie detale jak jakaś ośka do silnika RC. Koło do przekładni zębatej (silnik krokowy <> śruba). Obudowa pod łożysko. Przetoczenie np. fabrycznej nakrętki trapezowej itp.
Proszę kolegów o komentarze do pomiarów. Czy te są z przedziałów:
A. bardzo źle
B. Do przełknięcia da się życ.
C. Git majonez (na to nawet nie liczę)
Oceniamy przez pryzmat maszyny i przeznaczenia.
I tu słów kilka o przeznaczeniu.
Obrabiam sobie takie detale jak jakaś ośka do silnika RC. Koło do przekładni zębatej (silnik krokowy <> śruba). Obudowa pod łożysko. Przetoczenie np. fabrycznej nakrętki trapezowej itp.
-
pabloid
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1031
- Rejestracja: 19 paź 2010, 18:53
- Lokalizacja: ~ Kraków
Odnośnie pomiarów.
1. Przed pomiarami sprawdź, czy łożyska wrzeciona są dociągnięte.
2. A jak już to zrobisz to pomierz bicia i wtedy jak dla mnie to tak: bicie czołowe na zamku- bez znaczenia. Minuta roboty i go nie ma.
Bicie promieniowe na zamku- można też się go pozbyć. Pisałem już na forum w jaki sposób łatwo to zrobić. https://www.cnc.info.pl/topics56/polski ... htm#368950
3. Bicie korpusu uchwytu- jak z zamkiem zrobisz to go dopiero mierz.
4. Bicie stożka wrzeciona- najpierw sprawdź gniazdo. Wpierw jednak- patrz pkt. 1
1. Przed pomiarami sprawdź, czy łożyska wrzeciona są dociągnięte.
2. A jak już to zrobisz to pomierz bicia i wtedy jak dla mnie to tak: bicie czołowe na zamku- bez znaczenia. Minuta roboty i go nie ma.
Bicie promieniowe na zamku- można też się go pozbyć. Pisałem już na forum w jaki sposób łatwo to zrobić. https://www.cnc.info.pl/topics56/polski ... htm#368950
3. Bicie korpusu uchwytu- jak z zamkiem zrobisz to go dopiero mierz.
4. Bicie stożka wrzeciona- najpierw sprawdź gniazdo. Wpierw jednak- patrz pkt. 1






