



")
w czasie zastanawiania się nad budową tokarki do drewna wyniknął kolejny projekt.
W stolarni często musimy przetoczyć wiertło aby mieściło się w futerko lekkiej wiertarki lub dorobić łożysko ślizgowe do maszyny (średnica 40mm tuleja z kołnierzem 50mm). Mam dość proszenia się ślusarzy, żeby znaleźli czas i znowu pomogli. Chciałbym ogarniać takie rzeczy samemu.
Jakieś 5 lat temu kupiłem tokarkę jak w podtytule już teoretycznie przerobioną na CNC ale nigdy mi się jej nie udało uruchomić z komputerem. Próbowaliśmy toczyć ręcznie ale parę dni temu okazało się, że przy probie toczenia wiertła 20mm nóż wlatuje pod wiertło w imaku i nie specjalnie nawet jest je w stanie zarysować.. :-/ po paru próbach usłyszałem chrup i jak się dzisiaj okazało we wrzecienniku zmieliło plastikowe zębatki.
Tokarka nie ma być szybka czy przeznaczona do obróbki dużych elementów. Ma być dokładna i ma mieć możliwość toczenia gwintów. Większość z obecnych tutaj pewnie nazwie ją modelarską
Przysiadłem dzisiaj i całkowicie rozebrałem maszynkę w celu przeróbek, czyszczenia itd.
Zacznę od łoża:
Wyczyściłem je ropą pomierzyłem i wydaje się proste. Nierówne są tylko stopy. Niestety jest dość cherlawe. Wymyśliłem sobie, że kupię 1mb ceownika na przykład 300x100, oddam do szlifowania zarówno ceownik jak i stopy łoża po czym skręcę to do kupy. Powinno dodać to sztywności i wagi całej konstrukcji.
Wrzeciennik:
Oryginalnie nie miał on dużego bicia, problem raczej był ze szczękami imaka nadającymi się do podszlifowania. Po tym jak wysypały się zębatki wymyśliłem sobie, że zmienię silnik na mocniejszy (oryginalnie jest 250W, ja bym chciał 500-750). Tylko bladego pojęcia nie mam na jaki. Zależy mi na płynnej regulacji obrotów z macha i możliwości toczenia gwintów. Wymyśliłem sobie napęd od maszyny szwalniczej tylko nie wiem czy w ogóle ma to sens: http://allegro.pl/silnik-serwo-500-w-23 ... 23095.html
Imak narzędziowy:
Tutaj mam największe wątpliwości, nie licząc silnika do napędu wrzeciona
Posuw wzdłuż łoża w tej chwili jest na jakiejś dziwnej śrubie 16x2, którą chciałbym wymienić na zwykłą trapezową 16x4 stalową z nakrętką kołnierzową z brązu. Większy problem mam z posuwem poprzecznym do łoża - tutaj jest jakiś przedziwny patent - śrubka 10mm ze skokiem 1mm z malutkim blokiem gwintowanym pod tą śrubkę i boję się, że nic innego, bardziej standardowego tam nie upchnę
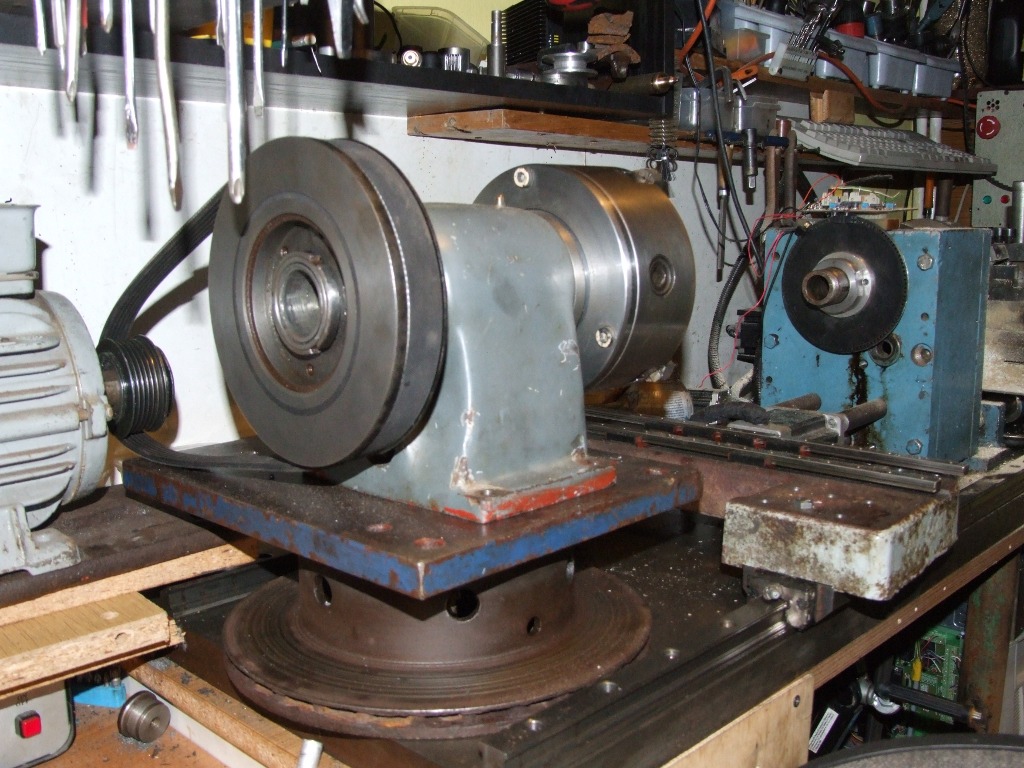
Poniżej trochę zdjęć tego dziadostwa. Zastanawiam się, czy jest sens w ogóle z tym walczyć - czy nie pójść do sklepu po LD550. Chociaż szkoda gratów
Zdjęcia



")
")



")







