




")
Od dawna noszę się z zamiarem zrobienia własnej frezarki CNC do użytku modelarskiego ,no i w końcu się zdecydowałem. Zaczęło się delikatnie od oswajania się z elektroniką sterującą oraz programami . Wszystko ładnie się składało ,pierwsze uruchomienie ok ( step2cnc ) silniki prawidłowo reagują . Byłem zadowolony ale nie na długo
Dwa dni i dwie noce siedziałem i kombinowałem z ustawianiami w biosie , w windzie (xp pro) ,szukałem informacji na forum , na googlach powoli tacę nadzieje
Do tej pory wystarczało mi uważne czytanie i przeglądanie forum ( już jakieś 3 lata
Jak w zasadzie powinien być ustawiony port w kompie żeby poprawnie działało sterowanie CNC??
I tu moja prośba do forumowiczów o jakieś wskazówki naprowadzające na rozwikłanie tego problemu .
komp to AMD athlon , 1,1 GHz , 768 Mb ram
Próbowałem jeszcze na starym laptopie z lpt ( jakiś dell 400Mhz ) i te same stany są na porcie .
Kabel sprawdziłem (miernikiem), w sumie to dwa kable i oba są ok .
na koniec parę fotek :
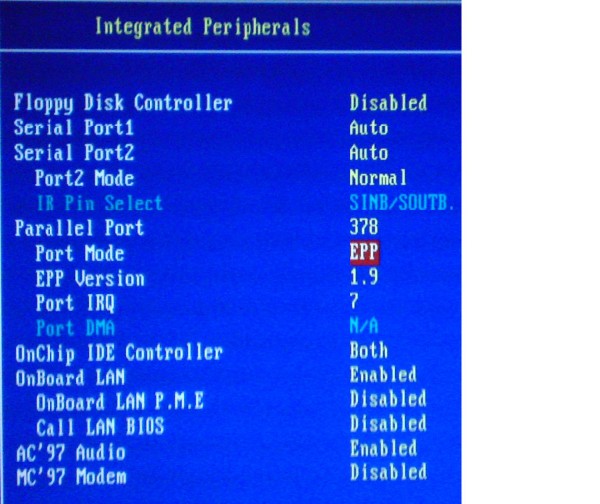
ustawienia w biosie
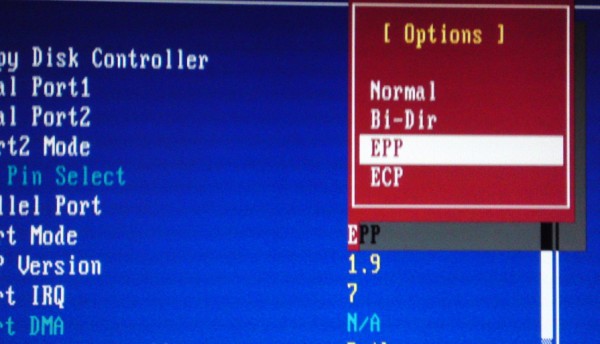
tryb portu ,jakkolwiek nie ustawiony zawsze stan wysoki na porcie
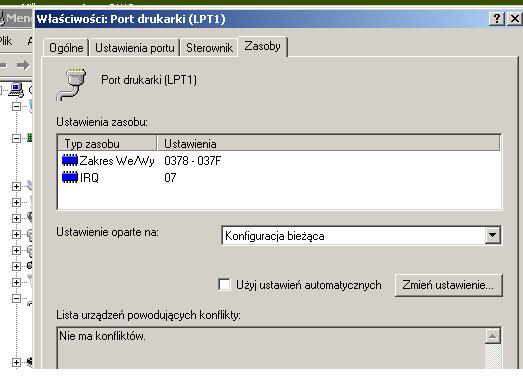
menadżer sprzętu w windzie
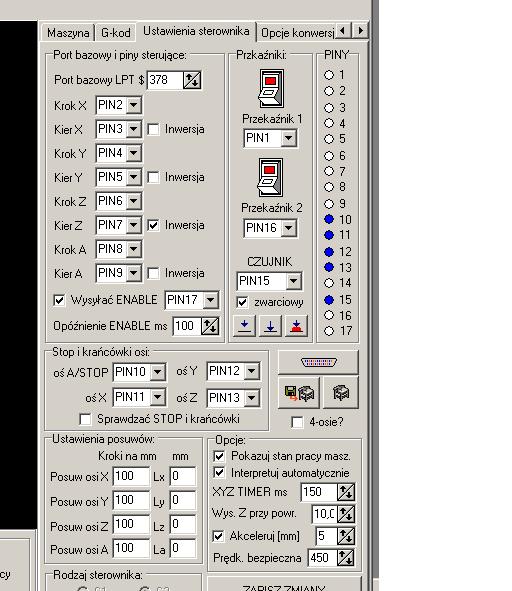
nieszczęsne niebieskie kropki które nie chcą zrobić się białe
stanowisko testowe
Z góry (i z dołu
P.S. Przepraszam jeśli nie ten dział , i jeśli było o tym na forum a uszło mojej uwadze .
Pozdrawiam wszystkich , Michał.



")







