


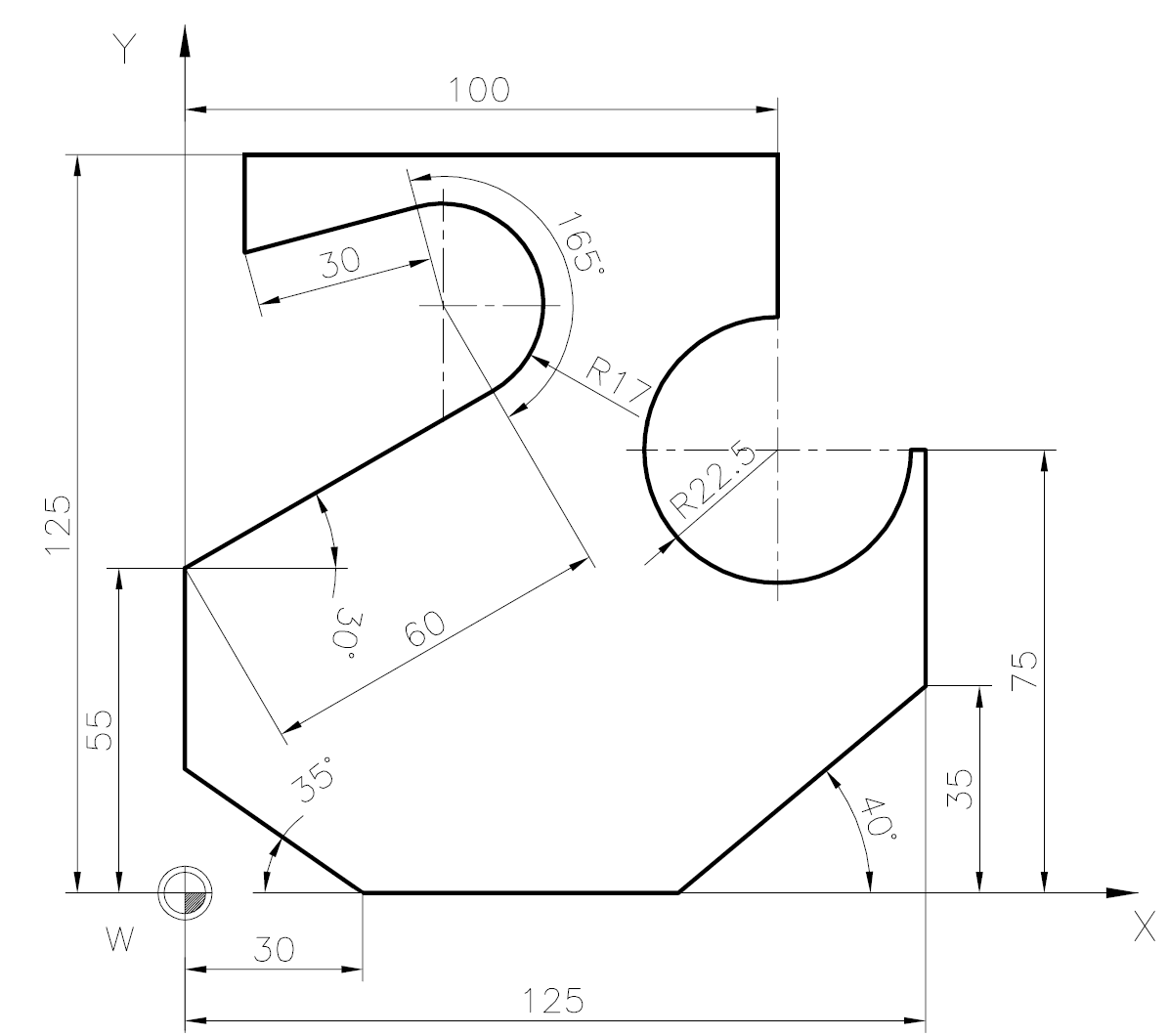
Proszę o pomoc w napisaniu programu do załączonego rysunku, w przyjtym układzie współrzdnych przedmiotu (WKS) o pocztku w punkcie W.
Ruch rozpocząć od punktu (0,0) w kierunku zgodnym do ruchu wskazówek zegara.
Przyjąć głębokość obróbki Z=-5. Obróbk wykona frezem
palcowym o rednicy 16 mm. Prowadzący zajęcia proponował zaprogramować z użyciem współżędnych biegunowych
oto co mam:
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G42 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 A30. Y85. (Y wyliczona ze wzoru na dl boków trójkąta, ale nie wiem czy tak jest dobrze)
N110 G13 A165 .... (i co dalej niewiem jak mam to policzyc?? )



")


")






