




Powierzchnia
-
VOOLF
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 6
- Rejestracja: 22 lut 2007, 00:10
- Lokalizacja: podkarpacie
Powierzchnia
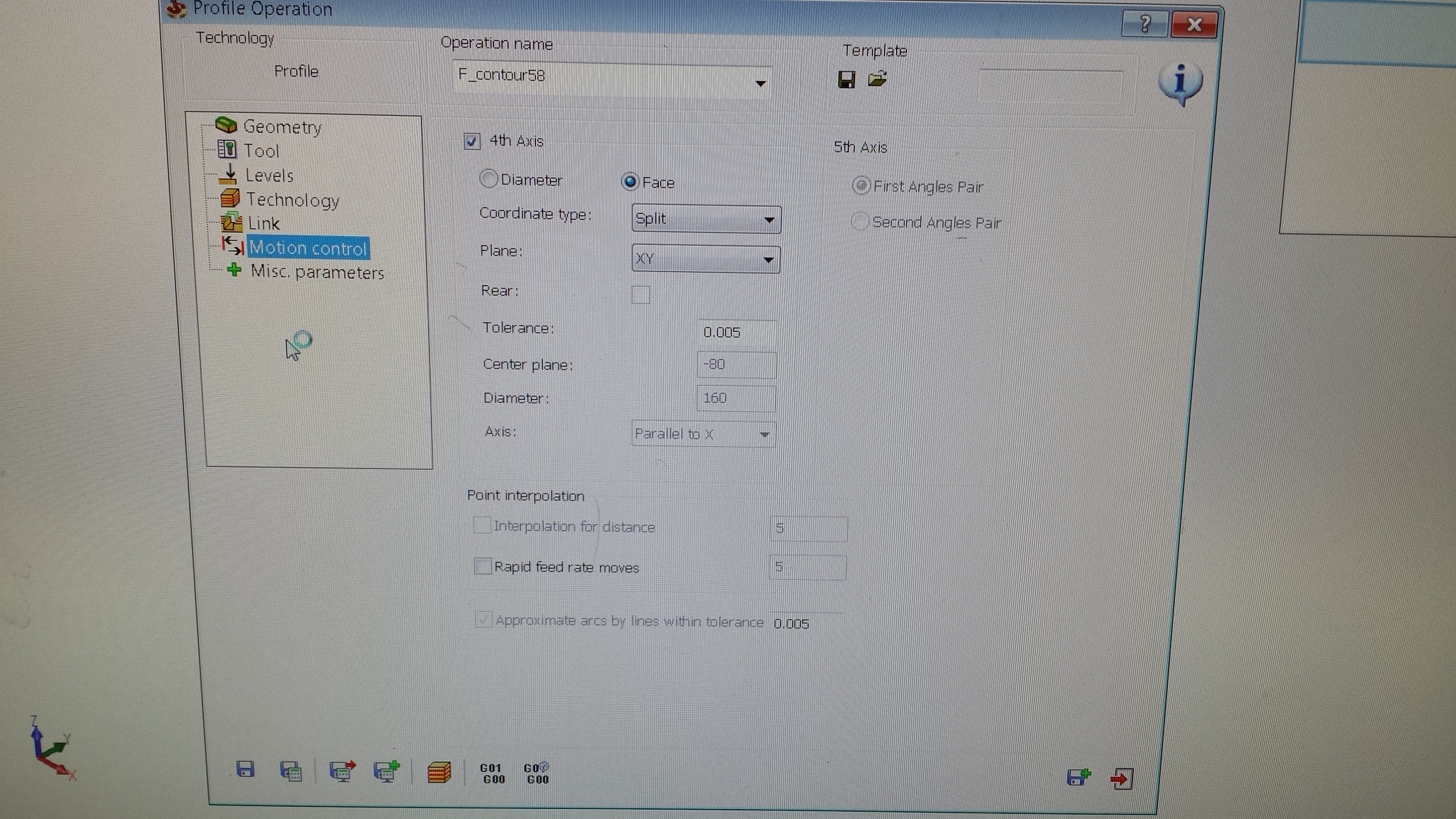
Witam. Moje pytanie dotyczy powierzchni po obróbce na maszynie 5 AXIS DMG 125 DUO BLOCK. Heidenhain 530i Przy pomocy czwartej osi "C" . Czy taka kratkowana powierzchnia wynika z wadliwego postprocesora? Czy może przyczyna jest gdzieś indziej. Detal nie był ustawiony w środku stołu. Materiał to aluminium, w stali jest identycznie. Za wszelkie informacje z góry dziękuję.
Tagi:


-
VOOLF
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 6
- Rejestracja: 22 lut 2007, 00:10
- Lokalizacja: podkarpacie
A tutaj mój program.
Pozdrawiam
BEGIN PGM H0001 MM
BLK FORM 0.1 Z X-580.2451 Y-579.4805 Z-163
BLK FORM 0.2 X+580.2451 Y+580.5 Z+5
M129
;
CYCL DEF 32.0 TOLERANCE
CYCL DEF 32.1 T0.01
CYCL DEF 32.2 HSC-MODE:0
;
LBL 99
M129
PLANE RESET STAY
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X0
CYCL DEF 7.2 Y0
CYCL DEF 7.3 Z0
L Z-0.1 R0 F MAX M91
L X750. R0 F MAX M91
CYCL DEF 247 DATUM SETTING ~
Q339=1 ;DATUM NUMBER
; Safe Reset End
LBL0
;
;
TOOL CALL 140 Z S3183
; 50MM HELIALU FACE MILL *
M01
CALL LBL 99
M126
L B+0 C+0 R0 F MAX
L C1.5752 B0 F MAX
L M128
M11 M23
L X-1.3299 Y299.9971 Z+150 B+0 C+0.254 F MAX M3
M8
L X-1.3299 Y299.9971 Z+5 B+0 C+0.254 F MAX
L X-1.3299 Y299.9971 Z+0 C+0.254 F954.93
L X-1.4408 Y324.9968 Z-0.06 C+0.254
L X-5.0425 Y324.9609 Z-0.069 C+0.889
L X-8.6436 Y324.885 Z-0.078 C+1.524
L X-12.2436 Y324.7693 Z-0.087 C+2.159
L X-15.8422 Y324.6137 Z-0.095 C+2.794
L X-19.4388 Y324.4181 Z-0.104 C+3.429
L X-23.033 Y324.1828 Z-0.113 C+4.064
L X-26.6187 Y323.9081 Z-0.121 C+4.698
L X-30.2068 Y323.5932 Z-0.13 C+5.333
L X-33.7912 Y323.2385 Z-0.139 C+5.968
L X5.7628 Y324.9489 C+12238.984
L X2.1611 Y324.9928 C+12239.619
L X-1.4408 Y324.9968 C+12240.254
L X-1.3299 Y299.9971 C+12240.254
L X-1.3299 Y299.9971 Z+150 B+0 C+0.254 F MAX
M140 MB MAX
CALL LBL 99
M9 M5
L M30
END PGM H0001 MM
-
zibi
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1279
- Rejestracja: 24 lut 2007, 15:20
- Lokalizacja: podkarpackie
Tomek, dokładność X,Y Masz do 0.0001 a C do 0.001, powinno być raczej odwrotnie. Weź te punkty z programu, kilka wrysuj w przestrzeni w cad, połącz odcinkami prostymi tak jak program to robi a potem poprowadź przez wszystkie spline. Zobaczysz odchylenia z programu. Na moje oko za duży krok na osi C jest. Zmienia się co 0.5 -1 stopnia, moim zdanie za mała rozdzielczość i wychodzą kratki. Zmniejsz tolerancję na 0.0001. Dodatkowo przy dużej ilości obrotów w C kąt rośnie do ogromnej liczby, nie można zmienić ustawień maszyny i procesora aby było w C do 359.9999 a potem od 0.0000?
pozdro
pozdro
NX CAD, NX CAM, FREZOWANIE 5AX, ELEKTRODRĄŻARKI WGŁĘBNE I DRUTOWE. PEPS, VERICUT. Pomagam w NX przez Team Viewer. Postprocesory NX.






