sowa540 pisze:
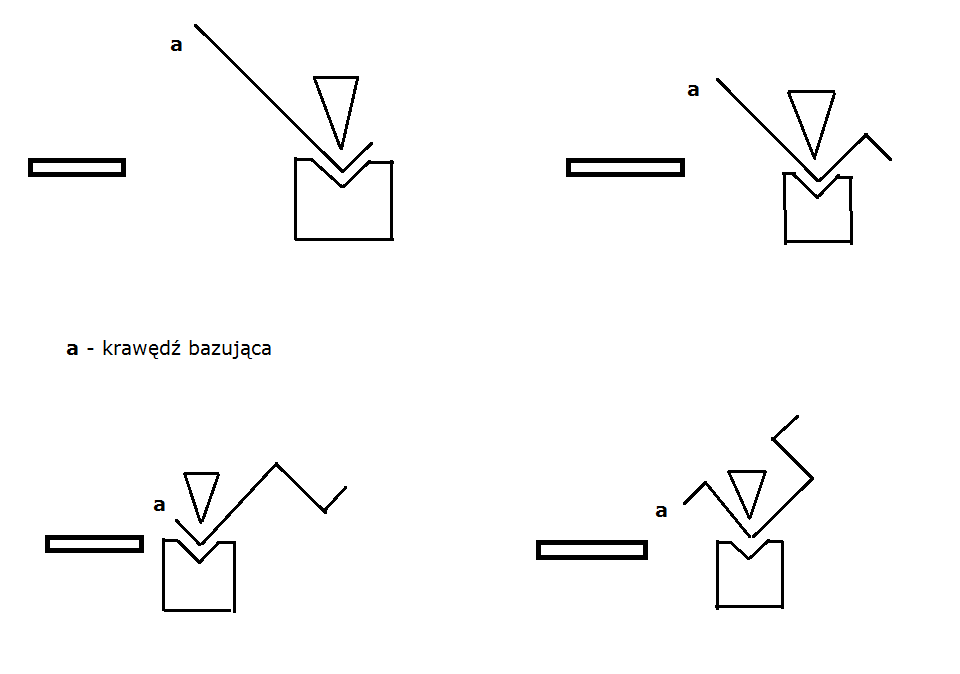
1. Jak obrócić blachę o 180 stopni przy programowaniu gięć (bez automatycznego szukania kolejności gięć). Wpisuje stronę i od razu wyświetla przekręcić a ja chciałbym obrócić bo wtedy nie musiałbym dotykać skosem do zderzaka (dodaje zdjęcie). Tak więc w tym konkretnym kasuje „przekręcić” dodaje obrócić o 180 stopni i nic to nie daje zostaje tak jak było.
Bo to nic nie da, trzeba ustawiać strony gięcia i zderzak.
W prawym górnym rogu ekranu ma kolega takie pozycje jak "
STRO" i "
ZDERZ" - tam wpisujesz ustawienia detalu względem matrycy i zderzaka, twój detal posiada 5 ramion, więc pozycja "STRO" jest dobrze ustawiona (4), natomiast w pozycji "ZDERZ" należy wpisać 5.
I tyle, każde ręczne programowanie na Cybelecu przebiega w identyczny sposób - należy manipulować pozycjami detalu względem zderzaka wpisując odpowiednią liczbę, w zależności ile ramion posiada gięty detal.
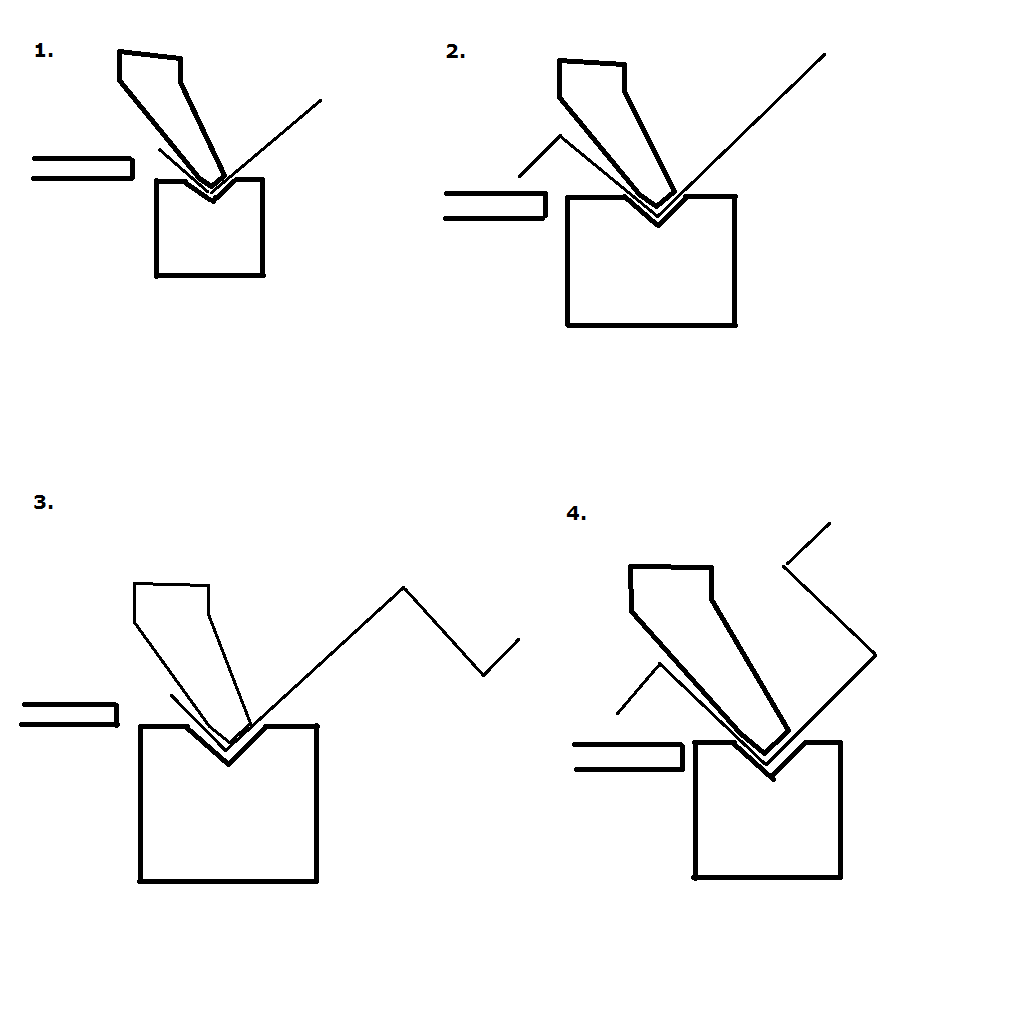
2. Gięcie promieni przy programowaniu CR. W ogóle mi to nie wychodziło. Chciałem zrobić promień 80 przy kącie 90 stopni. W trzech przypadkach zmieniałem tylko CR 16, 8, 4. Proszę spojrzeć na zdjęcia. To nie ma nic wspólnego z kątem 90 stopni. Nie mam pomysłu. Nie wiem co robię źle. Dodam że sigma i długość gięcia, grubość była zaprogramowana dobrze. Czy można w ogóle giąć duże promienie np. 1300?
Tak, można giąć duże promienie gięciem krokowym (bo tak się ta operacja nazywa). Z tym, że najlepiej programować takie gięcia na automacie i nieznacznie zmieniając tylko liczbę kroków w pozycji CR, np. dla promienia R90 należy wpisać kilka kroków więcej, niż podaje automat i zmniejszyć odstępy między krokami o kilka mm, np. o 1 lub 2mm.
Jeśli zaś chodzi o to, że przegina takie promienie, to należy ustawić w parametrach detalu nieznacznie mniejszą grubość, np. gięcie krokowe blachy 2mm - ustawić grubość na 1,75 lub 1,8mm, ew. wprowadzić korekty gięcia całego detalu powiedzmy o kilkanaście stopni na plus.
3. Jak wyginać skrzynki żeby ścianki po wygięciu łączyły się. Mi ścianki nie połączyły się. Dodaje zdjęcie.
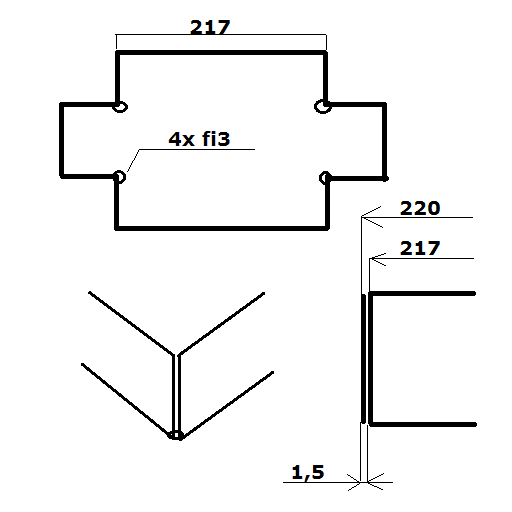
Dałem długość stron na 36 ale część wycięta z blachy też miała 36x36 i ścianki nie połączyły się. R 3 grubość blachy 1,5mm. Co zrobić żeby było ok. Wydaje mi się że blacha powinna mieć wycięta 34x34. Zgadza się? Jak to się robi gdybym chciał wygiąć takie skrzynki z grubszej blachy lub o większym promieniu.
Przede wszystkim należy dobrze zaprojektować detal, jakim jest taka otwarta skrzynka.
W narożnikach wewnętrznych należy wprowadzić otwór technologiczny - zawsze średnica takiego otworu powinna wynosić 2/3 grubości giętej blachy, może być więcej, np. dla blachy 3mm otwór można zrobić 4 lub 5mm.
Po co to, kolega zapyta? A no po to, aby detal w narożnikach się nie zdeformował podczas gięcia oraz aby ścianki na całej długości krawędzi czołowej złączyły się.
Na zdjęciu widzę, że kolega do gięcia 1,5mm blachy promieniem R3 używa za dużej matrycy, pewnie V25 lub V30.

Wystarczy matryca V16 lub V18

Dalej - ścianki nie połączą się, jeśli szerokość giętej ścianki będzie dużo mniejsza od szerokości zagiętego detalu.
Idąc tym tokiem rozumowania, dla blachy 1,5mm i szerokości skrzynki po zagięciu 220mm, ścianka przeciwległa powinna mieć szerokość mniejszą o 2 x grubość blachy, czyli o 3mm. Przykład poniżej:
4. Problem z gięciem wstępnym i ostatecznym. Na symulacji zderzak wjeżdża na blachę albo odwrotnie nie dotyka jej. Chciałem wygiąć ceówkę z wysokimi ramionami przy pomocy gięcia wstępnego i ostatecznego ale nic z tego. Dodatkowo ostateczne gięcie nie prostuje blachy tylko wygina. Dodaje zdjęcia.
No przegina blachę, ponieważ w gięciu ostatecznym ustawia kolega za duży kąt gięcia.
Powinieneś zrobić to w trybie manualnym, czyli powoli opuszczać belkę, aż dotknie detalu i w taki sposób prostować do ostatecznego położenia, czyli lekko przegiąć (o 1 lub 2 stopnie mając na uwadze, że blacha powraca do pierwotnego stanu).
Co do zderzaka, to przy takim ceowniku (z wysokimi ramionami) radzę giąć na linię trasowaną (mazakiem, pisakiem, rysikiem), a zderzaki ustawić w maksymalnej tylnej pozycji.
5.Jak bezpiecznie skopiować produkty i parametry maszyny i narzędzia. Dodaje zdjęcie, i pytanie czy to tu i co mam wybrać.
Tutaj mówiąc szczerze, to nie pamiętam, czy to dobre menu do kopiowania listy narzędzi i programów - musiałby któryś z forumowych kolegów pracujących aktualnie na tym oprogramowaniu się wypowiedzieć.
6. A tu taki dziwny przypadek.
Jak widać jedna strona jest dłuższa a nie była tak zaprogramowana.
Przede wszystkim jest źle obliczone rozwinięcie (na marginesie - fachowo nazywa się taki detal "omega").
Co do takich za długich rozwinięć detali typu "omega" - powinno się je giąć ramionami do zderzaka i wprowadzić korekty długości gięcia ramion.
Jak powinno się giąć "za długie" lub "za krótkie" omegi:
7.Na tym samym gięciu od długości np. 1500 mm nie ma tego samego kąta, jedna strona dogięta jest bardziej niż druga i nie mówię tu o takim czymś w czym mogło by pomóc nakręcenie bomby.. Czy można to zaprogramować że jedna strona będzie bardziej doginana.
Trzeba wprowadzić korekty dla każdej strony belki (dla Y1 i dla Y2 osobno), czyli jedna strona schodzi niżej, druga wyżej.
Ewentualnie pod matrycę (w odpowiednich punktach) podłożyć kawałek papieru, np. z kartki od zeszytu w kratkę.

8.Jak programuje się na układzie współrzędnych (LU LW)
Niestety nie pamiętam (programowanie narzędzi czy detali?).
9.co to punkt ściskowy
Nie spotkałem się z takim pojęciem, możesz dokładnie nakreślić temat?
10. gdzie są prowadzone dobre kursy, nie takie dwu dniowe tylko dłuższe gdzie mógłbym się czegoś nauczyć.
Szczerze? Nigdzie
Sam musisz do wszystkiego dojść metodą prób i błędów lub z pomocą serwisanta od pras krawędziowych.
Na Cybeleca (oraz z tego co wiem, także na same krawędziarki) jako takich szkoleń nie ma, ale możesz zgłosić się do polskiego dystrybutora tego oprogramowania, może uda ci się namówić ich na przedstawienie Tobie podstaw obsługi maszyny z Cybelec'iem.
Kontakt ws Cybelec'a:
dystrybutor
serwis


















")