



")
Tak jak w tym temacie
https://www.cnc.info.pl/topics45/troche ... t29486.htm
Z tego co rozumiem powierzchnia w Rhino sklada sie z trójkatów.
Narysowalem w Rhino takie zaokraglone wieczko i otworzylem w VisualMill.
Wyglada tak:
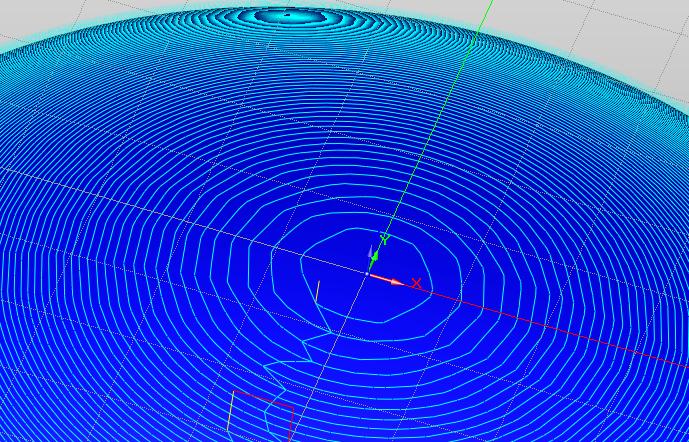
Po obróbce tak samo - to dobrze:-)

Jak widac sciezka to wiele prostych linii. Nie da sie tego jakos wygladzic, zeby to byla jedna ciagla krzywa?
Nie wiem czy to dlatego mi maszyna trzesie, bo po kazdej krótkiej prostej zmienia kierunek, czy cos gdzies indziej jest nie tak. W kazdym badz razie nie moge przekroczyc posuwu 10mm/sek bo na zakretach maszyna sie jąka i trzesie.
We wszystkich Cad`ach krzywa to wiele krótkich prostych kresek?


")






