



314 błąd PTP - jak to usunąć?


-
pingo pingo
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 23
- Rejestracja: 19 cze 2010, 01:31
- Lokalizacja: internet
-
burzaxxx
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 5
- Posty: 346
- Rejestracja: 25 wrz 2010, 20:22
- Lokalizacja: zDolny Śląsk
tak, vtc 800. błąd wyskakuje podczas obróbki automatycznej.. Co jeszcze zauważyłem, to maszyna nie czyta mi bezpiecznej odległości wpisywanej zaraz na początku programu. Wpisuję np. 20. a ona chce mi iść na 3. nie chcę żeby mi wrzeciono wjechało w przyrządy na stole.
PS. Gdzie się wpisuje punkt zerowy odjazdu domowego? wchodzę w MDI, wpisuję g0 g90 xyz i powinna mi pojechać na punkt zerowy maszyny, a ładuje mi się gdzieś w drugą stronę w stół?
PS. Gdzie się wpisuje punkt zerowy odjazdu domowego? wchodzę w MDI, wpisuję g0 g90 xyz i powinna mi pojechać na punkt zerowy maszyny, a ładuje mi się gdzieś w drugą stronę w stół?
Mazak/Mazatrol-Haas-NUM-GibbsCAM
-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 665
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
A więc tak.
Po pierwsze.. to czy odjeżdża na 3 mm czy na te 20 ustawione na początku programu (mazatrol) to zależy co w cyklu wybierzesz gdzie ma odjechać... także źle zaznaczasz bezpieczny punkt odjazdu..
Po drugie co do odjazdu na punkt zerowy.. to tak jak w fanuku.. G0 g53 i X0 Y0 Z0
Lub można G28 W... itp.
A co do alarmu to zobaczę w pracy w dokumentacji co to może być..
Pozdrawiam
P.S.
Moja książka pisze że błąd 314 to: "Po wydaniu polecenia pozycjonowania w stałym punkcie dla ATC, wymiany palety lub pomiaru długości narzędzia brak potwierdzenia pozycji mimo upływu 10 minut"
Czyli tak serio to nie wiem o co jej chodzi.
Po pierwsze.. to czy odjeżdża na 3 mm czy na te 20 ustawione na początku programu (mazatrol) to zależy co w cyklu wybierzesz gdzie ma odjechać... także źle zaznaczasz bezpieczny punkt odjazdu..
Po drugie co do odjazdu na punkt zerowy.. to tak jak w fanuku.. G0 g53 i X0 Y0 Z0
Lub można G28 W... itp.
A co do alarmu to zobaczę w pracy w dokumentacji co to może być..
Pozdrawiam
P.S.
Moja książka pisze że błąd 314 to: "Po wydaniu polecenia pozycjonowania w stałym punkcie dla ATC, wymiany palety lub pomiaru długości narzędzia brak potwierdzenia pozycji mimo upływu 10 minut"
Czyli tak serio to nie wiem o co jej chodzi.
-
burzaxxx
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 346
- Rejestracja: 25 wrz 2010, 20:22
- Lokalizacja: zDolny Śląsk
Punkt odjazdu sprawdzony - trzeba wpisywać x0 y0 z0 ( na VTC200B nie było takiej potrzeby).
Co do pierwszego - wybieram cykl planowania powierzchni - czerwone linie, ale nie ten z menu ( bo głowica raz jedzie współ- a raz przeciwbieżnie i powierzchnia się różni). Zielona linia to frezowanie gabarytu. O co chodzi z tym wyborem cyklu ? Jest to linia środek.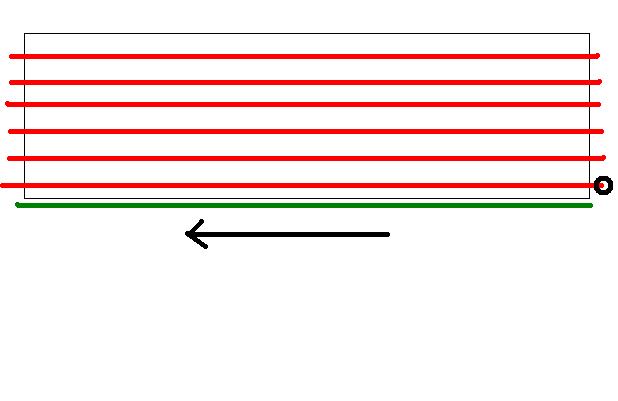
Co do pierwszego - wybieram cykl planowania powierzchni - czerwone linie, ale nie ten z menu ( bo głowica raz jedzie współ- a raz przeciwbieżnie i powierzchnia się różni). Zielona linia to frezowanie gabarytu. O co chodzi z tym wyborem cyklu ? Jest to linia środek.
-
rafalxfiles
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 665
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
A jakie masz sterowanie w tej VTC 800 ??
Bo ja na VCNie mam Matrixa i w matrixie jest do wyboru czy ma frezować w X w jedną stronę .. czy w Y w jedna strone czy w X w dwie itp itd.
A linia środek to programujesz sobie jakiś kształt kierując środkiem narzędzia.. czyli powiedzmy że bez kompensacji prawo lub lewo stronnej..
Linia lewo - to kompensacja lewo stronna a linia prawo.. to prawo stronna.
Mam nadzieje że o to chodziło
Bo ja na VCNie mam Matrixa i w matrixie jest do wyboru czy ma frezować w X w jedną stronę .. czy w Y w jedna strone czy w X w dwie itp itd.
A linia środek to programujesz sobie jakiś kształt kierując środkiem narzędzia.. czyli powiedzmy że bez kompensacji prawo lub lewo stronnej..
Linia lewo - to kompensacja lewo stronna a linia prawo.. to prawo stronna.
Mam nadzieje że o to chodziło
-
pingo pingo
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 23
- Rejestracja: 19 cze 2010, 01:31
- Lokalizacja: internet
-
burzaxxx
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 346
- Rejestracja: 25 wrz 2010, 20:22
- Lokalizacja: zDolny Śląsk
używam tylko jednego ( głowica fi 80 ), a cykl idzie coś koło 2 godzin. Maszyna ma tzw shifter, czyli taki wózek który jeździ pomiędzy magazynkiem a wrzecionem. W sumie błąd mi nie przeszkadza, ale gdy podczas cyklu auto piszę inny program i chcę go sprawdzić na grafice, to muszę, w razie błędu programu aktualnie pisanego, wchodzić w Diagnozę i Historię Alarmów.
Mazak/Mazatrol-Haas-NUM-GibbsCAM






