




")
Bardzo wiele... Najogólniej można by powiedzieć, że daje nam spawarkę tigAdam FX pisze:co daje nam opcja puls??
Ale po kolei...
Jeden z kolegów napisał tutaj, że charakterystyka źródła w inwerterze przeznaczonym do
spawania mma i tig jest taka sama. Żeby wyjaśnić skąd się bierze i do czego używany jest
ten cały "puls", musimy trochę głębiej wniknąć w szczegóły
Słyszałeś zapewne o takich funkcjach spawarek mma, jak "hot start", czy "anti stick" ?
Oto nie występują one w każdej spawarce mma,
"Hot start" o ile pamiętam, działa w ten sposób, że zwiększa napięcie
( powodując chwilowy wzrost prądu spawania ) na zaciskach spawarki na okres zapalenia łuku...
"Anti stick" robi to samo w chwili, gdy elektroda
przykleja się do materiału...
Najciekawsze jest, że żadna z tych funkcji w tig-u wystąpić nie może
Taka automatyka regulacji prądu przeczy po prostu zasadzie spawania metodą tig...
Dochodzimy zatem do tego, że w dobrych spawarkach tig i mma, charakterystyki źródeł prądu są zupełnie inne.
W spawarce tig (DC), po zajarzeniu łuku, prąd powinien płynnie narastać od wartości minimalnej ( w naprawdę dobrym tig-u od 5A ),
do wartości nastawionej jako prąd spawania...
Podczas, gdy w dobrej spawarce mma, prąd zajarzania łuku osiąga wartość największą w całym okresie spawania
Dalej... W dobrym tig-u podczas kończenia pracy ( gaszenia łuku ) prąd powinien równie
płynnie powrócić od wartości nastawionej do wartości minimalnej, umożliwiając uformowanie się końca spoiny, bez głębokiego rowka
Znaczy się, w tigu zaczynamy i kończymy małym prądem
Ale co pomiędzy początkiem i końcem ? Ano właśnie... Spawamy sobie
Tyle, że szybko przekonasz się, że wywijając na prawo i lewo skupionym łukiem o sporej
energii, grzejemy co popadnie
A to miejsca mało, a to materiał spawany zbyt cienki, a to chcemy szczelność połączenia
porządną uzyskać...
A gdyby tak prowadzić elektrodę po linii prostej, a generowane automatycznie impulsy prądu
formowały by nam kolejne jeziorka ? Łuk nie zapala się i nie gaśnie w trakcie tej czynności...
Tylko wartość prądu zmienia się okresowo w czasie pomiędzy dwoma wcześniej zadanymi
wielkościami...
I to jest własnie ten cały puls...
Kolejno:
1. Zapalamy łuk i mamy płynny przyrost prądu od wartości minimalnej dla dane spawarki,
do wartości nastawionej jako prąd spawania. Czas tego przyrostu z reguły nie jest
regulowany i zależy od tego co wykombinował producent...
2. Dalej wartość prądu spawania nastawiamy oczywiście sami, jak również czas przez
który ten prąd będzie płynął... W tym czasie tworzymy sobie jeziorko
3. Po upływie zadanego czasu prąd spada do wartości określanej jako "prąd bazy"...
( oczywiście mniejszej od prądu spawania ), którą ustawiamy tak, by móc wygodnie uformować jeziorko...
( Lub tylko podtrzymać łuk i zastanowić się gdzie by tu dalej "przywalić"
Czas "na zastanowienie"
4. Dalej kończymy spawanie i gasimy łuk. Teraz prąd powinien płynnie spadać od wartości
z jaką skończyliśmy spawać ( pradu spawania lub prądu bazy - zależnie kiedy wyłączymy )
do wartości minimalnej danej spawarki. Czas tego opadania ustalił już producent spawarki
w swej "niezmierzonej dobroci"
( Oczywiście w czasie gaszenia łuku, i sporą chwilę potem powinien płynąć gaz, żeby nie
dopuścić do degeneracji końca spoiny i elektrody w czasie stygnięcia... )
Wniosek z tego prosty - Inwerter tig z funkcja puls będzie lepszy od inwertera tig bez pulsu...
Prawda, że prosty ?
Taki puls, czyli skokowa automatyczna regulacja prądu w czasie spawania, to coś
bardzo prostego w realizacji... Zwłaszcza w inwerterach...
Generator sygnału prostokątnego o regulowanym wypełnieniu ( i częstotliwości ) i banalny
przełącznik elektroniczny przełączający między dwoma potencjometrycznymi dzielnikami napięcia...
W wersji dla nieelektroników - trzecia ręka, którą w trakcie spawania pokręcamy potencjometrem nastawy prądu
Oto weźmy pod uwagę spawarkę DEDRA 200... Mam taką w wersji mma...
Podczas ostatniej wizyty w Castoramie, zauważyłem, że "robią na niej" ( na tym układzie inwertera ) tig-a i przecinarkę plazmową...
Dlaczego zatem nie robią impuls-tiga ?
Przecież to by "szło jak ciepłe bułeczki"... Zwróć uwagę, że ten inwerter może spawać
prądem od 30 do 200 A...
Tylko, że... Jeśli zechcę pospawać coś, do czego puls naprawdę jest prawie_że_niezbędny
Np cienkie rurki na szczelność... To potrzebuję prądu spawania rzędu 30A i prądu bazy...
Właśnie
To właśnie tutaj jest haczyk
Inwerter stosowany w DEDRA200 ma zbyt małą dynamikę ( zbyt mała różnica między
skrajnymi wartościami prądu, przy których pracuje stabilnie ) żeby nadawał się
do użytku w trybie sterowania impulsowego... Do użytku jako tig impulsowy...
Co nie zmienia faktu, że do sterowania w trybie impulsowym nadawał by się doskonale...
Co wielu producentom wystarcza już do poszerzenia oferty o "impuls tiga"
Znaczy kupując inwerterowego impuls tiga warto uważnie patrzeć na wartość minimalnej dostępnej nastawy prądu
Zresztą nie tylko wartości
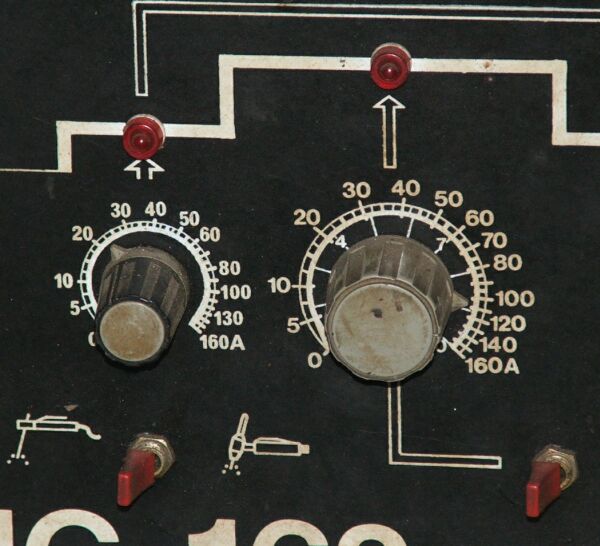
Masz tutaj widok na potencjometry nastaw prądu tiga, którym spawam między innymi
szczelne połączenia gazowe... Zwróć uwagę na rozkład działek na skali wokół pokręteł...
I odpowiedz sobie na pytanie jaki jest związek pomiędzy zakresem regulacji
a dokładnością nastawy
I jeszcze ciekawostka, w tym tigu nie ma jednego impulsatora... Możesz korzystać
z kilku zewnętrznych dedykowanych do niego, albo... Dosłownie z "wersji dla nielektroników"
Z tym, że zamiast trzeciej ręki przełączenia między prądem bazy a prądem spawania dokonujesz nogą
Cenne jest to, że zmienić wartość prądu możesz wtedy, kiedy masz na to ochotę
Nie musisz się "synchronizować" z generatorem impulsatora
Mam cichą nadzieję, że nie zamieszałem zbyt wiele tymi "wyjaśnieniami"
Marek



")

")






