Pliku nie chciałbym udostępniać dla większej publiczności, mógłbym go przesłać prywatnie. Chociaż to trochę mijałoby się z ideologią forum.
Półfabrykat to wałek FI75. Stoczę go na FI72. Długość to 50mm, docelowo to 38.334mm(wysokość gotowej części). splanuję powierzchnie czołowe, następnie ustawię detal na stole frezarki- ustawię zero materiałowe na powierzchni stołu, i będę planował pod wymiar(ostatnie przejście 0,1mm aby uzyskać dokładny wymiar).
Jest tokarka z pełną osią C oraz napędzanymi narzędziami. Tylko aktualnie stoi bo skrzaczyła się japońską cyrlicą

Zanim zostanie uruchomiona na uczelni to trochę czasu minie...Do tego sonda do pomiaru narzędzi została przez kogoś trzepnięta i złapał się trzpień

Ogólnie miałem to wykonać na 5osiach ale nie zamówili z maszyną oprawek, grzybków, narzędzi kupiona sama maszyna.
Pewnie wstyd przyznać, ale 4 oś sobie stoi za maszyną, nigdy niepodłączana- nie bardzo w tej chwili widzę siebie zabierającego się za to. Do tego musiałbym uzyskać odpowiedni postprocesor, kolejny mały problemik. A czasu coraz mniej do obrony, do tego niedobite ostatnie egzaminy.
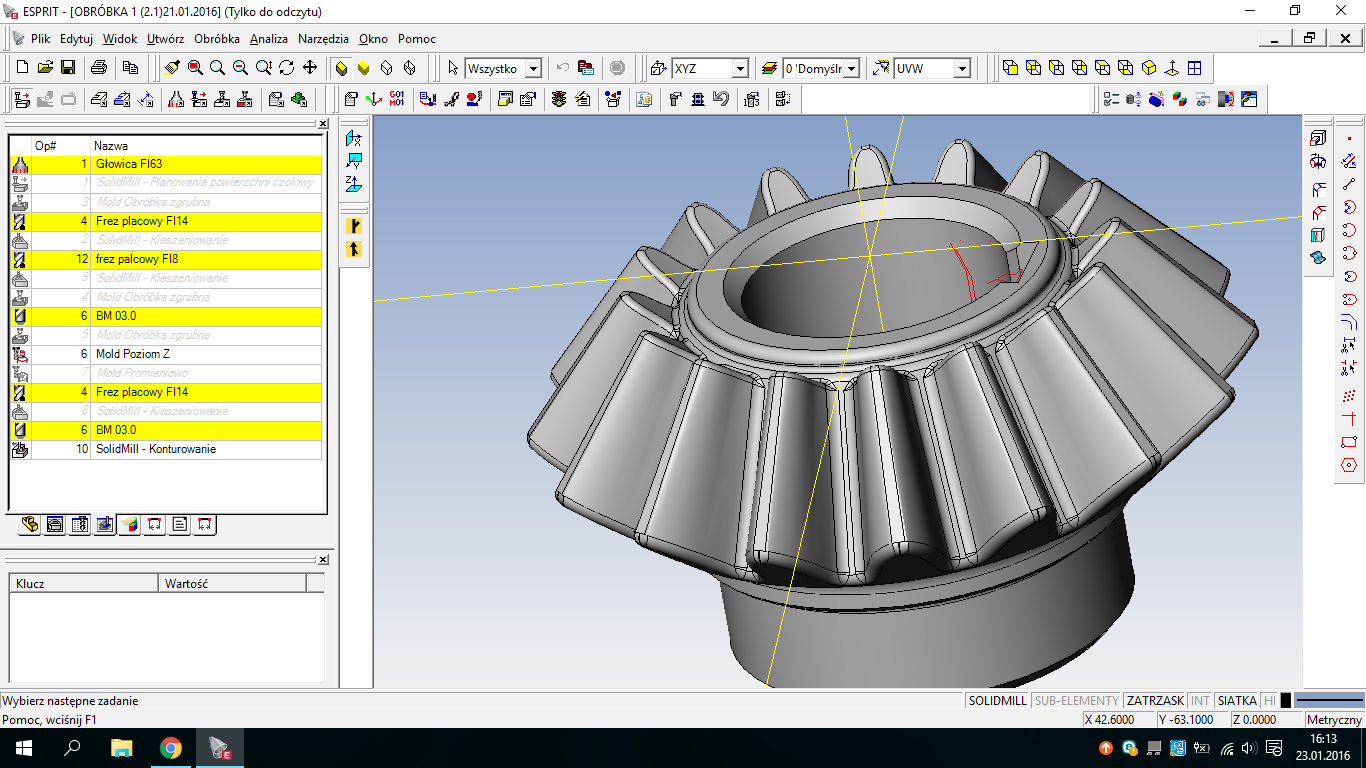
Dlaczego cykl głowicą zbędny? u szczytu zębów zbierze sporo materiału. Chyba nie lepiej tego śmigać frezem 8?

Magazyn narzędzi też mam ograniczony tym co posiadam na uczelni...
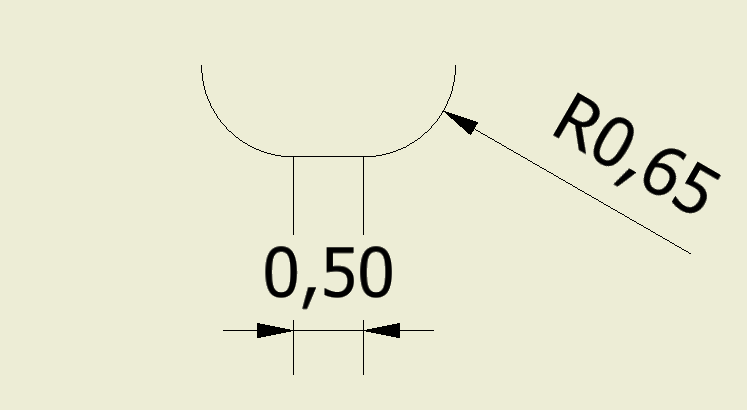
Zapewne chcesz znać wymiar u szczytu zęba tzn. "jaki frez tam wejdzie" Zrobiłem rys podglądowy.




")



")
")