




")
Mam mały problem z krótkim programem, a mianowicie z frezowaniem drugiego promienia.
Wydaje mi się, że reszta jest w porządku, ale prosiłbym też, aby ktoś rzucił fachowym okiem na całość
1) RYSUNEK:
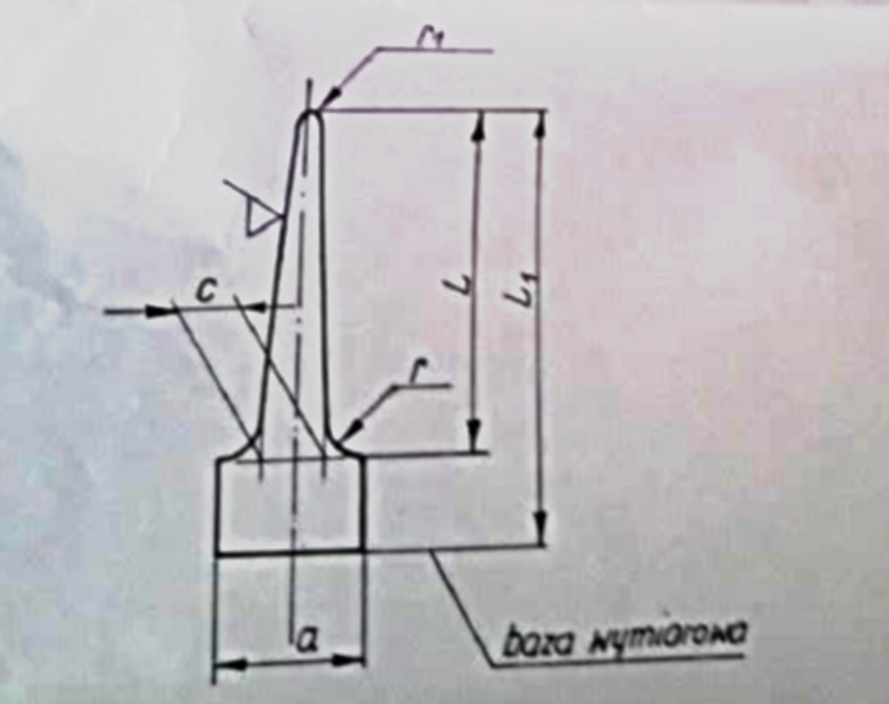
WYMIARY:
L 46
L1 59,6
C 6.5
a 19
r 6
r1 1,5
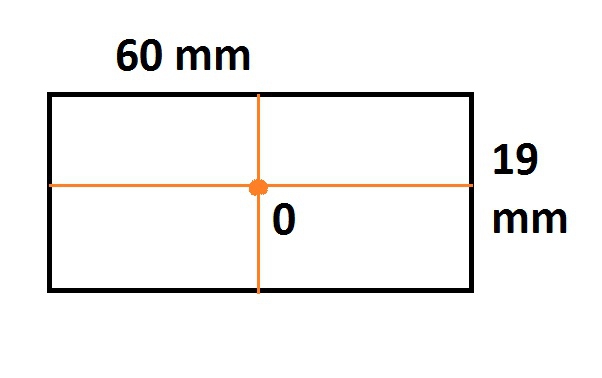
2) PRZYGOTÓWKA / BAZA:
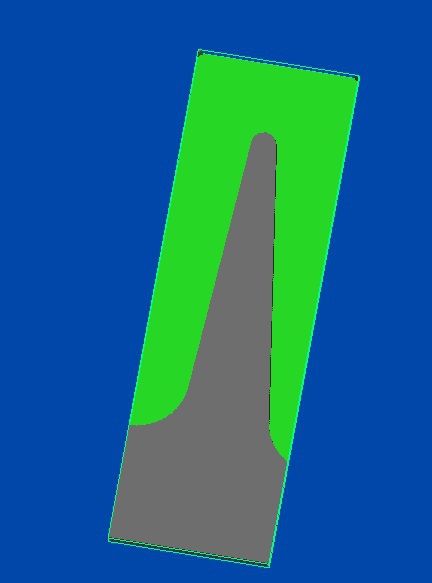
3) SYMULACJA 3D:
4) PROGRAM:
Kod: Zaznacz cały
%
O00143
T16
G00 G90 G40 G49 G21 G80 G17
G00 G90 G116 X16. Y-16.5 S1000 F400. M03
G43 Z60. H16 M08 F400.
G00 X16.0 Y-16.5
Z2.
G41 Z-.5 F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
Z2.
G41 Z-1. F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
Z2.
G41 Z-1.5 F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
Z2.
G41 Z-2. F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
Z2.
G41 Z-2.5 F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
Z2.
G41 Z-3. F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
Z2.
G41 Z-3.5 F400.
G01 X16. Y-9.5
G03 X13. Y-6.5 R6. F400.
G01 X-30. Y-0. R1.5
G01 X13. Y6.5.
G03 X16. Y9.5. R6.
G01 X16. Y16.5 F400.
G00 G40 Z50.
G00 X16.Y-16.5
G0Z100.
M9
M5
G91G28Z0.
G28Y0.
G90
M30
%
Z góry dziękuję i pozdrawiam!



")
")







{kind=link}
{kind=link}