A tutaj zdjątka:
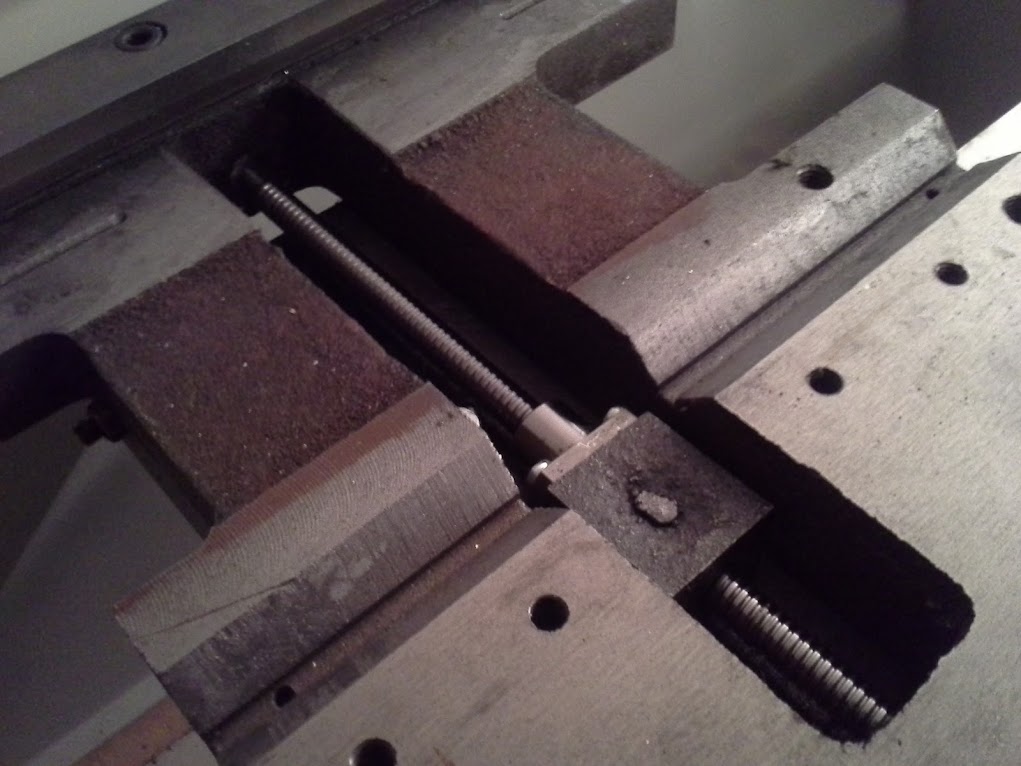



Dodam, że ten luz jest w momencie "zbierania" się osi do przesunięcia.
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")



")

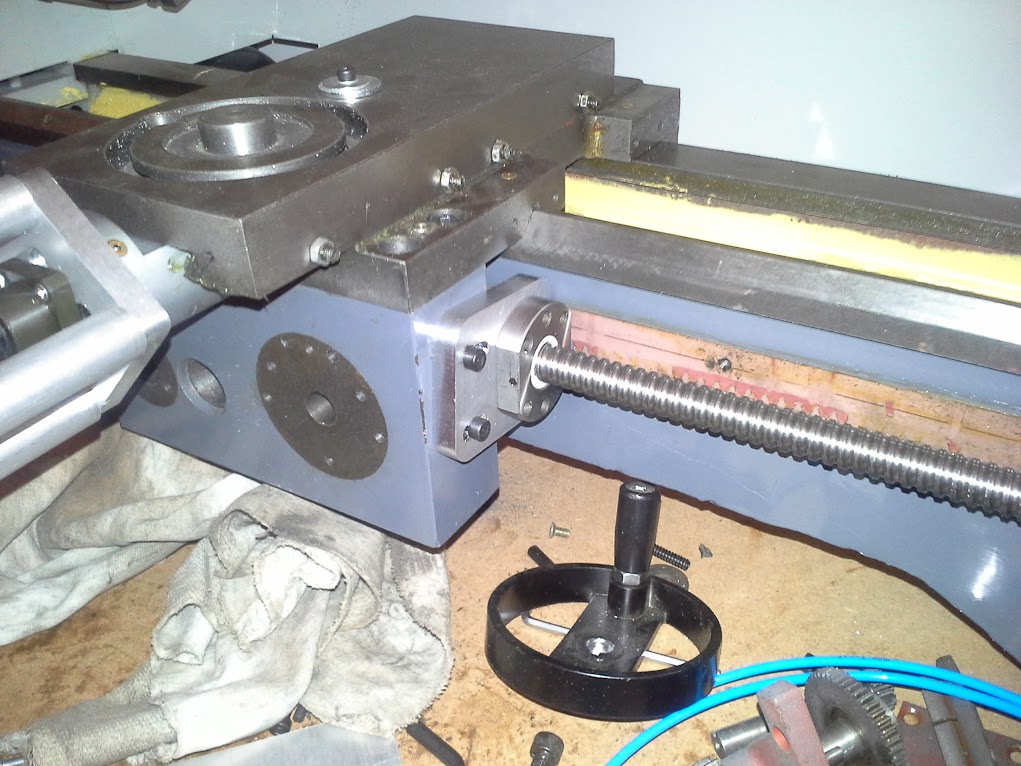
Jeśli śruba nie ma luzu na nakrętce kulowej, to luz powstaje z braku jego skasowania na łożysku oporowym cokolwiek za nie robi. Więc jeśli w tych blokach jest kasowanie luzu, to znaczy że nie jest do końca skasowany, lub to kasowanie nie do końca działa jak powinno. Jeśli luz masz śruba- nakrętka to raczej go nie skasujesz.syntetyczny pisze:Chodzi o luz na łożyskowaniu śruby?To są bloki łożyskujące BF/BF dla osi Z i FF/FK dla osi X z opcją kasowania luzu za pomocą nakrętki. Oś Z to nie problem, gorzej z X.
Jedna sztuka to tak max godzinka. Ja przemierzyłem swoje kulki. Jest ich 84. Wymieniłem 2 sztuki felerne na 0,06mm tylko. Reszta trzymała wymiar.syntetyczny pisze:Ja nie skasuję?Jak się wpienię, to wywalę chińskie kulki i wsadzę nowe, to tam z 4h roboty będzie,
Składaj ją na smar ewentualnie. W/g mnie lepiej się składa niż sposobem "na sucho".syntetyczny pisze:Problem jedynie w tym, że w tej małej śrubie są jakieś śmiszne kulki z milimetrową średnicą, albo i mniej. No i podwójny obieg co może utrudniać wymianę, bo w tych chińczykach nie ma korka od obiegu.
")








