



Witam.
Proszę o pomoc, ponieważ mam problem z przejściem wykańczającym nożem VCMT.
Do firmy w której pracuje zakupiono dwie nowe tokarki na sterowani Siemensa ( do tej pory pracowałem na Heidenhain ).
W pierwszym dniu uruchomienia maszyny wraz z panem od szkolenia napisaliśmy sobie mały program na detal ( krótkie toczenie od fi 342 do fi 350 pod kątem oraz wyjście na fi390 też pod katem ) miary detalu wpisaliśmy z pamięci.
Obróbka zgrubna nożem z płytkami WNMG oraz przejście wykańczające nożem VCMT następnie głowica odjeżdża do punktu wymiany narzędzia, wymienia na wytaczak i podjeżdża do wytaczania otworu na fi 90 zaczynając prace w Z-15 mm ( wpuszczone gniazdo ) i wszystko ładnie śmigało.
Dzisiaj mieliśmy uruchomić produkcję danego detalu więc wpisaliśmy do cykli w shopturn poprawne dane detalu oraz tolerancje, następnie sprawdzamy symulację i klapa.
Maszyna wyświetla nam czerwony komunikat
"Kanał 1: Blok 11: nieznany kierunek wycofania. Wycofać narzędzie ręcznie !"
O co chodzi ???
Ciekawe jest to, że wykonując przejście wykańczające nożem WNMG tym samym którym była robiona obróbka zgrubna symulacja oraz program działa poprawnie.
Dodam że punkt wymiany narzędzia mamy ustawione jakieś 300 mm przed materiałem oraz na fi 400 ( 10 mm nad materiałem ).
Pytanie następne .
Ustawiając punkt bezpiecznego dojazdu oraz wycofania 2mm przyrostowo nie można wpisać planu w osi Z do Z=0 w cyklu ponieważ też wyświetla jakiś tam błąd, jaki nie pamiętam dokładnie. Więc plany piszemy w G kodach.
Jak napisać cykl na plan ??
Z góry dziękuję za pomoc.
Czekam na odpowiedz.
Siemens ShopTurn


-
logicsys
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 181
- Rejestracja: 03 lis 2010, 21:25
- Lokalizacja: Norwegia
SIema.
Tez sie wkurzalem na tego szopturna. Pierwsze okno z definicja materialu odjazdu narzedzi itd. Jak Robisz detal z otworem, to wybierz rure i odjazdy w otworze na dana wartosc X, natomiast po zewnatrz np po 2 mm. Pokombinuj z tym, z czasem dojdziesz ocb.
Co do planowania, cykl obrobki zgrubnej wybierz i z gory na dol niech robi. Jakos to bylo toczenie-->toczenie zgrubne itd z konturu nie pojdzie.
Natomiast wykanczajacy cykl puszczaj jako wybieranie resztek czy cos takiego.
ALe te twoje komunikaty sa powiazane z definicja materialu i odjazdy od niego podczas obrobki.
Sory ze tak troche chaotycznie napisalem, ale pol roku juz mija jak nie robilem na tej maszynie. Ale Pamietam tez mialem takie problemy i metoda prob i bledow sie udalo.
Powodzenia i pozdro.
Tez sie wkurzalem na tego szopturna. Pierwsze okno z definicja materialu odjazdu narzedzi itd. Jak Robisz detal z otworem, to wybierz rure i odjazdy w otworze na dana wartosc X, natomiast po zewnatrz np po 2 mm. Pokombinuj z tym, z czasem dojdziesz ocb.
Co do planowania, cykl obrobki zgrubnej wybierz i z gory na dol niech robi. Jakos to bylo toczenie-->toczenie zgrubne itd z konturu nie pojdzie.
Natomiast wykanczajacy cykl puszczaj jako wybieranie resztek czy cos takiego.
ALe te twoje komunikaty sa powiazane z definicja materialu i odjazdy od niego podczas obrobki.
Sory ze tak troche chaotycznie napisalem, ale pol roku juz mija jak nie robilem na tej maszynie. Ale Pamietam tez mialem takie problemy i metoda prob i bledow sie udalo.
Powodzenia i pozdro.
byl Spnner PD, CTX 310 eco (sinumerik 840D, 810, autoturn, shopmil)
jest Mazak integrex 400 (mazak matrix) Anayak HVM3800 (Heidenhein 426), gibbscam
jest Mazak integrex 400 (mazak matrix) Anayak HVM3800 (Heidenhein 426), gibbscam
-
typhon
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 187
- Rejestracja: 03 paź 2007, 17:58
- Lokalizacja: podlaskie
"Kanał 1: Blok 11: nieznany kierunek wycofania. Wycofać narzędzie ręcznie !"
Trzeba sprawdzić punkt dojazdu noża do detalu, jeżeli obróbkę zgrubną masz jednym nożem to możesz wykańczającą wstawić drugim.Poszukaj instrukcji do ShopTurna na forum, po opanowaniu programu stwierdzisz że to jest naprawdę super nakładka.
Rysunek wykonujesz w toczeniu konturu czy tylko wybierasz samo toczenie?
Trzeba sprawdzić punkt dojazdu noża do detalu, jeżeli obróbkę zgrubną masz jednym nożem to możesz wykańczającą wstawić drugim.Poszukaj instrukcji do ShopTurna na forum, po opanowaniu programu stwierdzisz że to jest naprawdę super nakładka.
Rysunek wykonujesz w toczeniu konturu czy tylko wybierasz samo toczenie?
-
logicsys
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 181
- Rejestracja: 03 lis 2010, 21:25
- Lokalizacja: Norwegia
Tam wystarczy czasem w tabeli narzedzi zle ustawienie noza i plytki wybrac i juz byl jakis problem  Hehe najpierw czlowiek nawyzywa od zlomow nowy sprzet, a jak juz ogarnie to sie zastanawia jak mozna bylo tego nie wiedziec
Hehe najpierw czlowiek nawyzywa od zlomow nowy sprzet, a jak juz ogarnie to sie zastanawia jak mozna bylo tego nie wiedziec 
byl Spnner PD, CTX 310 eco (sinumerik 840D, 810, autoturn, shopmil)
jest Mazak integrex 400 (mazak matrix) Anayak HVM3800 (Heidenhein 426), gibbscam
jest Mazak integrex 400 (mazak matrix) Anayak HVM3800 (Heidenhein 426), gibbscam
-
tokarzSl666
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 5
- Rejestracja: 23 wrz 2013, 12:45
- Lokalizacja: ślask
-
kamil1129
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 1
- Posty: 33
- Rejestracja: 17 kwie 2015, 16:04
- Lokalizacja: małopolskie
Wybieranie konturu
Witam
Czy w shopturnie wybiorę taki kontur za pomocą obróbki zgrubnej ???
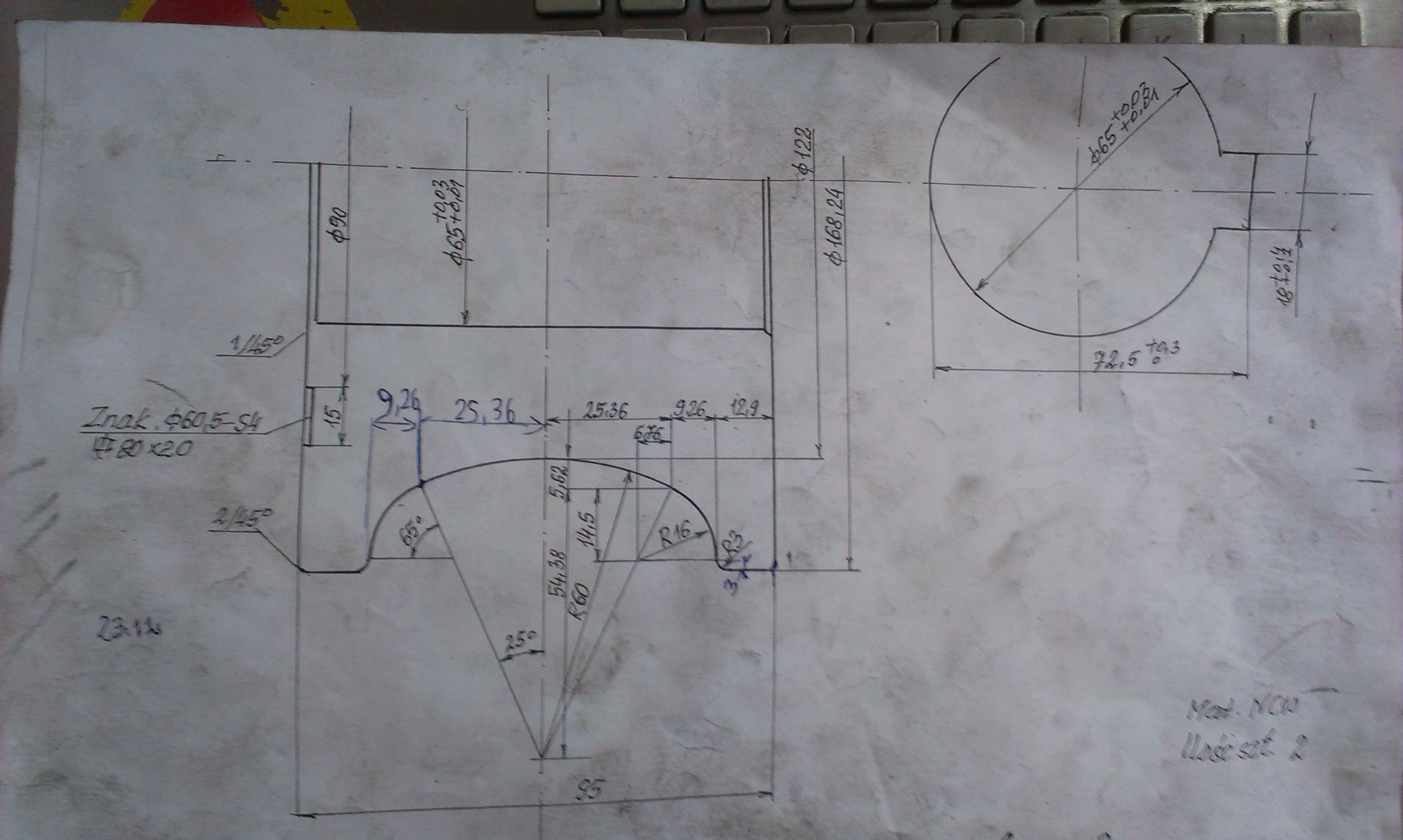
Kiedyś chciałem zrobić kontur i dałem naddatek po 1 mm w osi x i z to chciało mi przejechać wymiary dobrze że przerwałem.... Co zrobiłem źle???
Proszę o odp
Czy w shopturnie wybiorę taki kontur za pomocą obróbki zgrubnej ???
Kiedyś chciałem zrobić kontur i dałem naddatek po 1 mm w osi x i z to chciało mi przejechać wymiary dobrze że przerwałem.... Co zrobiłem źle???
Proszę o odp






