



")
Programuje obróbkę wałka o dość specyficznym kształcie i napotkałem problemy podczas symulacji gdyż mimo ustawionego w bloku G71 parametru R0.5 w miejscu podcięcia nie ma wycofania narzędzia. Nuż wraca ruchem szybkim po drodze gdzie wcześniej toczył.
Dzieje się to wtedy gdy w konturze występuje pochylenie przy malejącej wartości X i Z (scięcie po prawej stronie). W przypadku gdy tego ściecia nie ma, tylko kontur zaprogramowany jest tak, że narzedzie zjeżdża jedynie w osi X, z wycofaniem narzedzia nie ma problemu.
Z mojego opisu może to być troche zawiłe, dlatego załączam screeny z symulatora, które powinny zobrazować o co chodzi.
Poza zmianą punktów konturu (tak by powstało lustrzane odbicie) nic wiecej nie zmieniałem.
Czy ktoś ma pomysł, lub wie czemu tak sie dzieje i potrafiłby mi wytłumaczyć jak rozwiazać ten problem?
Pozdrawiam serdecznie
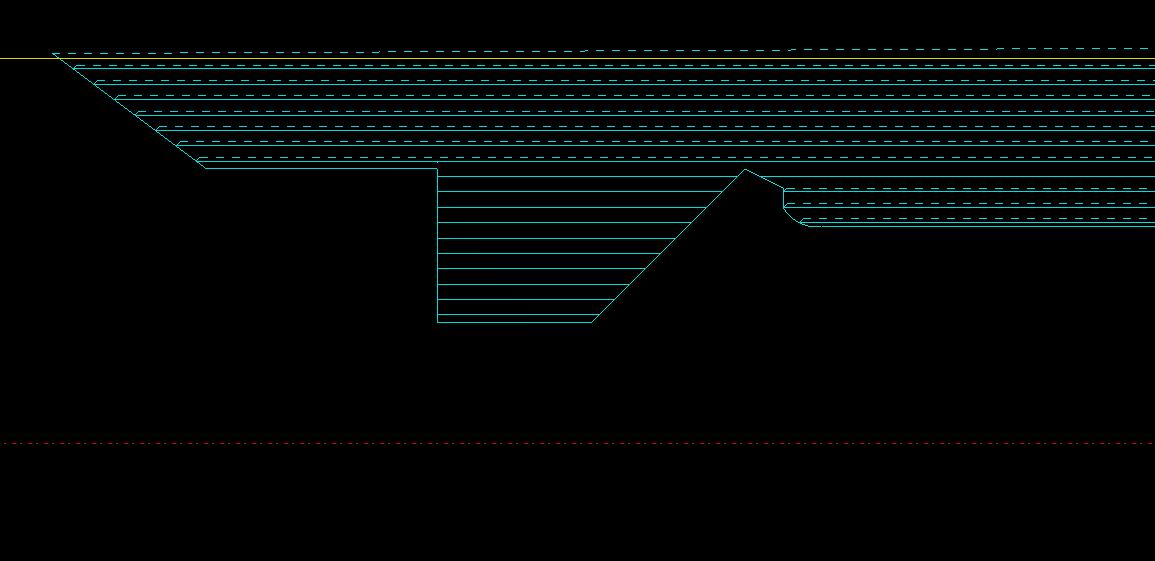
Obróbka bez wycofania narzędzia
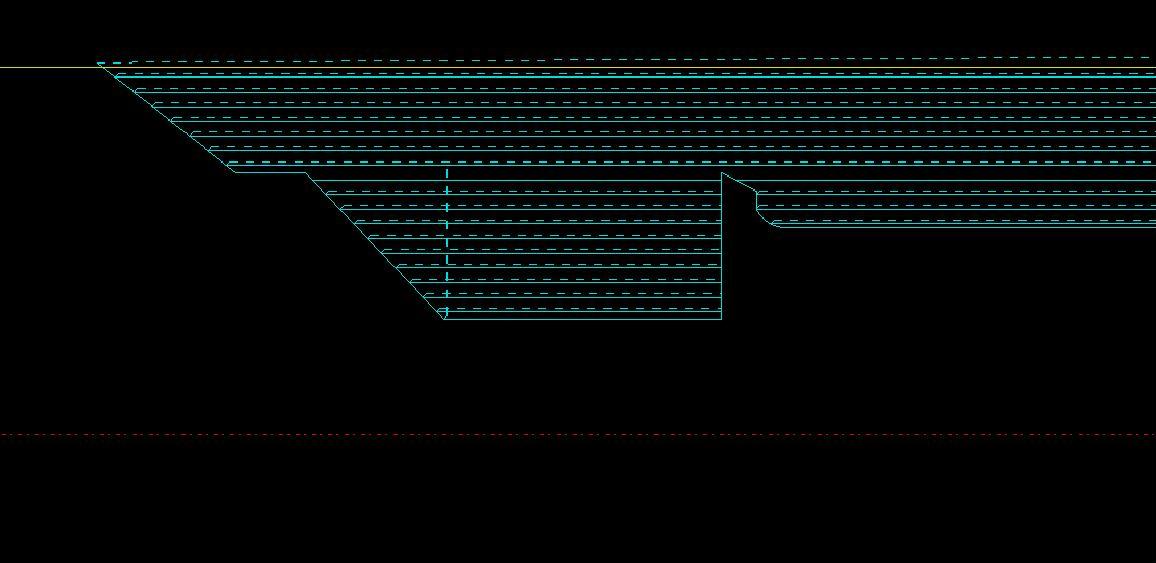
Obróbka z wycofaniem narzędzia


")

")
")
")







