")
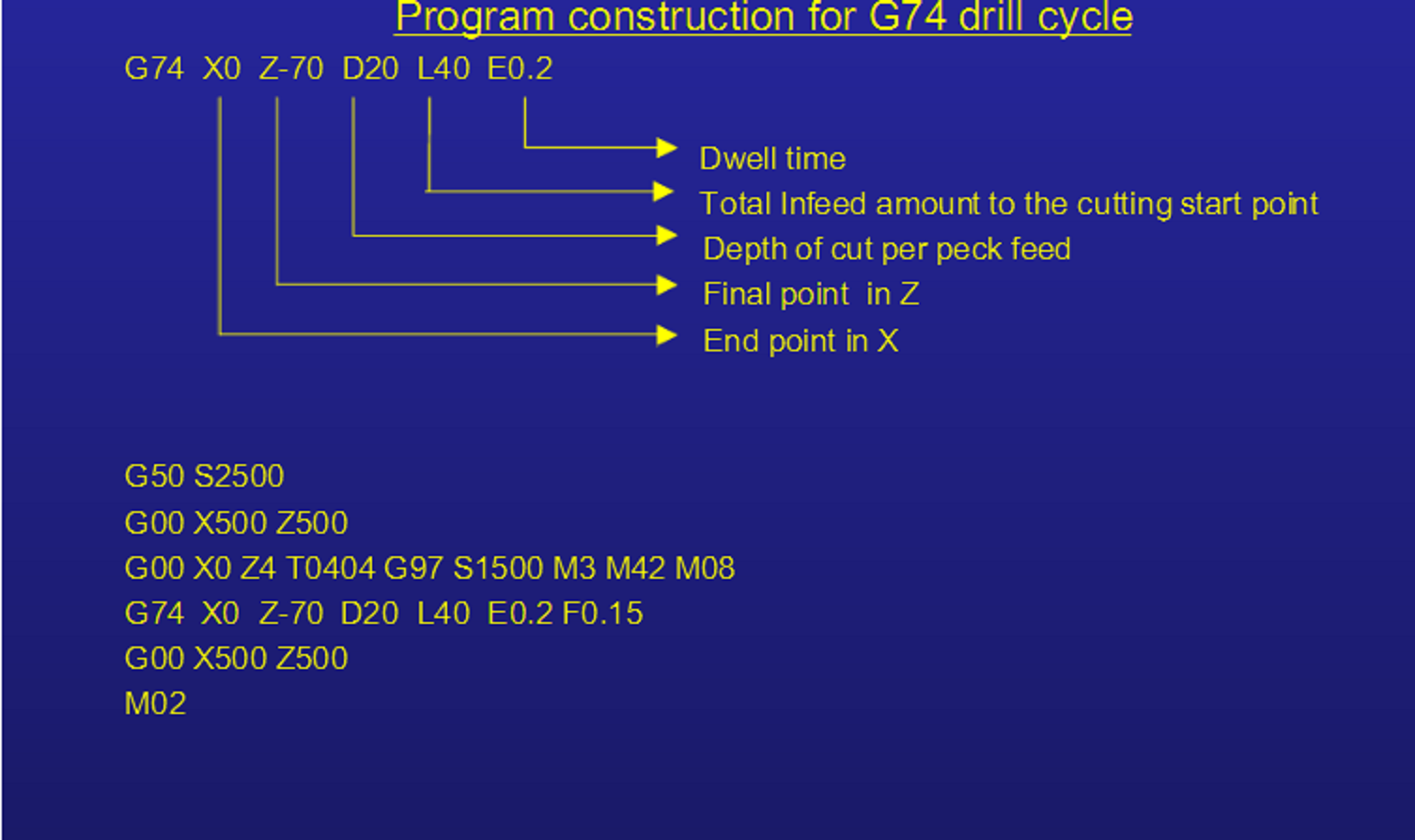
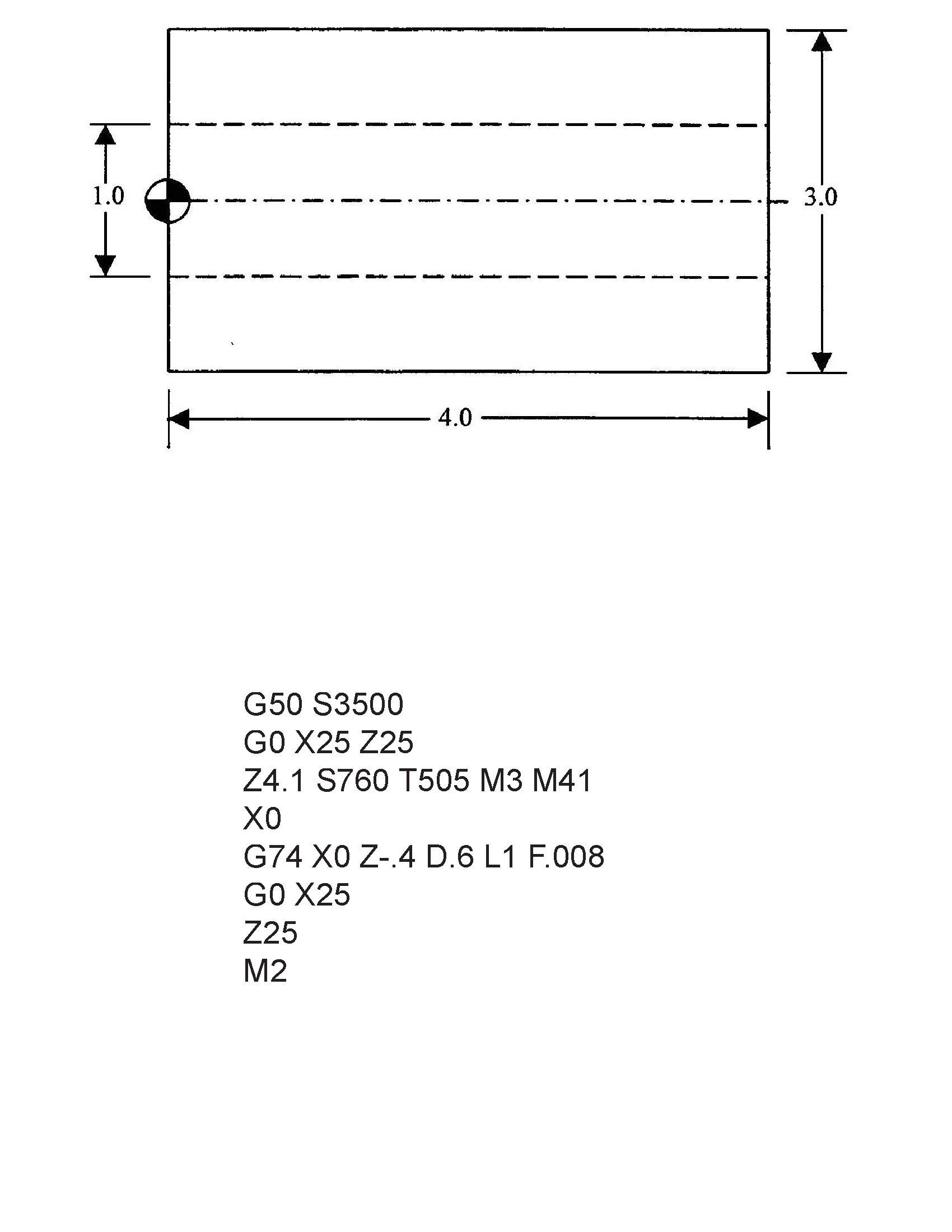
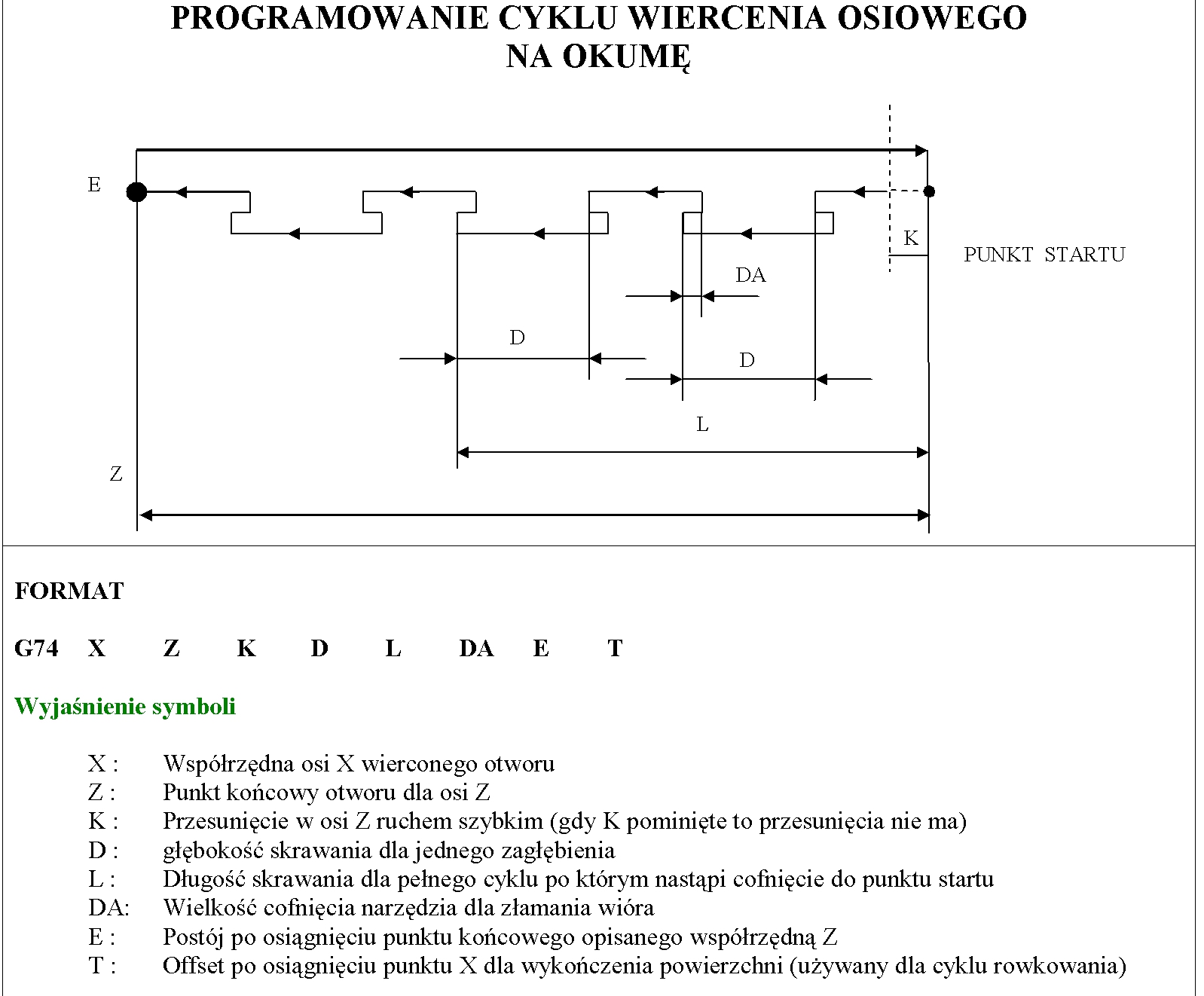
Potrzebuje opis cyklu głębokiego wiercenia na tokarkę. Sterowanie OSP500 lub OSP5000 jeden pieron
Patrzyłem w dokumentacje papierową i na pdf i nie mogę akurat tego cyklu znaleźć. Jak na złość inne są
Znalazłem coś takiego
http://okumacnc.blogspot.com/2011/08/pe ... 3-g87.html
Czy to jest odpowiednie dla tego systemu?
G99 i G98 jest mi znane, używam ich przy tym cyklu G73 (cykl wiercenia głębokiego) na frezarkach i w tym przypadku też chce użyć.
Brakuje mi np. PARAMETRU "d" czy ktoś wie pod jakim nr. jest ten parametr ?? Zwykle ustawiam wycofanie na 0,05mm
No i czym różni się wg linku G83 od G87 ?