



")
jestem w trakcie wykonywania procesu technologicznego obróbki korpusu. Mam jednak kilka pytań odnośnie wykonania niektórych rzeczy:
1. W jaki sposób można wykonać fazowania 1x45 na zewnętrznej powierzchni walcowej, nie używając tokarki?
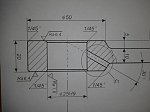
2. Czy lepszym rozwiązaniem jest stosowanie do obróbki tego otworu tokarki, czy może wiertarki? Przyjmuję, że otwór był wcześniej odlany, dlatego do jego obróbki chcę zastosować wytaczak lub wytaczadło. Pytanie dotyczy również powyższego zdięcia.



")
 lewy dolny róg . Na CNC frezowanie po interpolacji a jak na manualu to zwykłym fazownikiem
lewy dolny róg . Na CNC frezowanie po interpolacji a jak na manualu to zwykłym fazownikiem  ale trzeba wtedy sztukę obrócić
ale trzeba wtedy sztukę obrócić









