



Muszę zaprojektować proces technologiczny dla danego przedmiotu. Mam to zrobić zarówno dla pręta jak i dla odkuwki/odlewu. Zatrzymałam się na doborze naddatków - przestudiowałam już Felda, ale niestety wszystko tam tyczy się półfabrykatów z prętów okrągłych, a u mnie bardziej sprawdzi się kwadratowy/prostokątny.
Obliczanie naddatów na obróbkę - zielona
-
katyperry731
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 7
- Posty: 7
- Rejestracja: 02 gru 2016, 23:10
- Lokalizacja: Wrocław
Obliczanie naddatów na obróbkę - zielona
Cześć!
Muszę zaprojektować proces technologiczny dla danego przedmiotu. Mam to zrobić zarówno dla pręta jak i dla odkuwki/odlewu. Zatrzymałam się na doborze naddatków - przestudiowałam już Felda, ale niestety wszystko tam tyczy się półfabrykatów z prętów okrągłych, a u mnie bardziej sprawdzi się kwadratowy/prostokątny. Dołączam rysunek przedmiotu, mam nadzieje, że ktoś mnie uświadomi w doborze naddatków. Jest to produkcja jednostkowa (50szt). Z góry dziekuje za wszelką pomoc!
Dołączam rysunek przedmiotu, mam nadzieje, że ktoś mnie uświadomi w doborze naddatków. Jest to produkcja jednostkowa (50szt). Z góry dziekuje za wszelką pomoc!
Muszę zaprojektować proces technologiczny dla danego przedmiotu. Mam to zrobić zarówno dla pręta jak i dla odkuwki/odlewu. Zatrzymałam się na doborze naddatków - przestudiowałam już Felda, ale niestety wszystko tam tyczy się półfabrykatów z prętów okrągłych, a u mnie bardziej sprawdzi się kwadratowy/prostokątny.
- Załączniki
-
Tagi:


-
zibi
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1279
- Rejestracja: 24 lut 2007, 15:20
- Lokalizacja: podkarpackie
Dla takiego detalu i małej ilości sztuk dobierasz element handlowy http://www.mirrastal.pl/nasza-oferta/wy ... katne.html pręt kwadratowy 155x155xX . X to wymiar długościowy detalu +10 - bo nie widzę na rysunku wymiaru gabarytowego długości. Naddatek sam ci się pokaże jak wrysujesz dobrany materiał - przygotówkę w rysunek przedmiotu. Wszystko co jest pomiędzy zarysem mat. zgr. a przedmiotem jest do usunięcia - czyli wióry.
Technologia odkuwania ma zmniejszyć naddatek obr i poprawić własności eksploatacyjne - wytrzymałość przedmiotu. Włókna materiału są odkształcone i w mniejszym stopniu przecięte przez obr. wiórową. W odkuwce trzeba uwzględnić własności plastyczne materiału czyli płynięcie podczas kucia. Nie wypełnia on narożników matrycy więc odkuwka musi mieć "obły" kształt bez narożników, z promieniami i łagodnymi pochyleniami.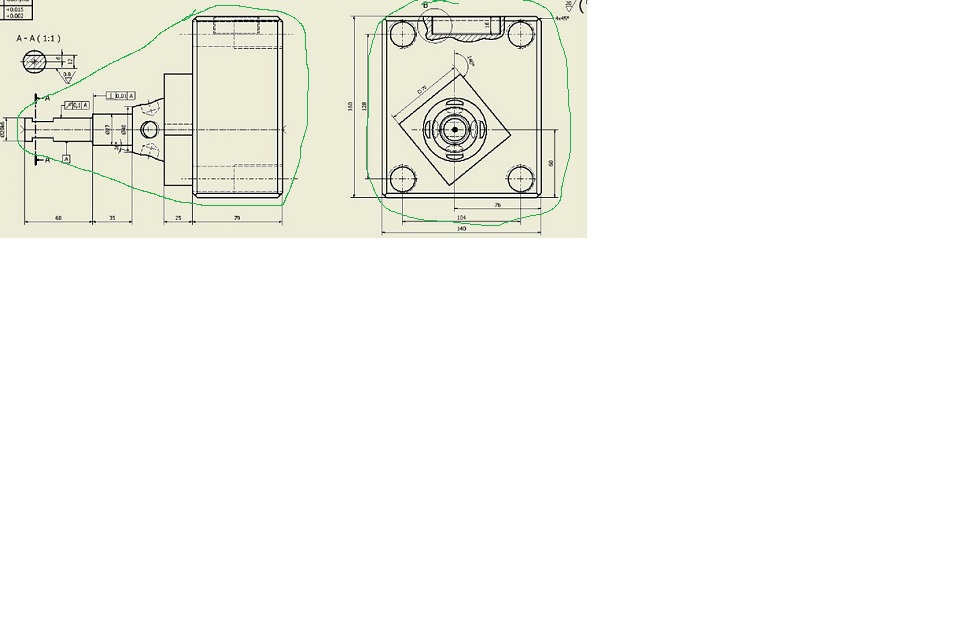
Technologia odkuwania ma zmniejszyć naddatek obr i poprawić własności eksploatacyjne - wytrzymałość przedmiotu. Włókna materiału są odkształcone i w mniejszym stopniu przecięte przez obr. wiórową. W odkuwce trzeba uwzględnić własności plastyczne materiału czyli płynięcie podczas kucia. Nie wypełnia on narożników matrycy więc odkuwka musi mieć "obły" kształt bez narożników, z promieniami i łagodnymi pochyleniami.
NX CAD, NX CAM, FREZOWANIE 5AX, ELEKTRODRĄŻARKI WGŁĘBNE I DRUTOWE. PEPS, VERICUT. Pomagam w NX przez Team Viewer. Postprocesory NX.
-
katyperry731
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 02 gru 2016, 23:10
- Lokalizacja: Wrocław
-
katyperry731
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 02 gru 2016, 23:10
- Lokalizacja: Wrocław
-
ak47
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 937
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
jeśli zakładasz użycie dwóch maszyn to frezuj sześcian pierw, wierć otwory, potem zostanie toczenie. Przy okazji z grubsza gabaryt zfrezujesz, żeby mniej do toczenia zostało.
Osobiście brałbym tokarkę z napędzanymi narzędziami i hurra(to w końcu studia). Wtedy wytoczyć część walcową pierw a potem frezować sześcian, przemocować (albo zamocować we wrzecionie przeciwległym) i splanować drugą stronę i gotowe.
W praktyce w takim zakładzie jak mój najpierw byśmy to właśnie frezowali z grubsza i resztę toczyli z braku takiej maszyny jak w pierwszym zdaniu powyższego akapitu.
Osobiście brałbym tokarkę z napędzanymi narzędziami i hurra(to w końcu studia). Wtedy wytoczyć część walcową pierw a potem frezować sześcian, przemocować (albo zamocować we wrzecionie przeciwległym) i splanować drugą stronę i gotowe.
W praktyce w takim zakładzie jak mój najpierw byśmy to właśnie frezowali z grubsza i resztę toczyli z braku takiej maszyny jak w pierwszym zdaniu powyższego akapitu.
-
katyperry731
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 02 gru 2016, 23:10
- Lokalizacja: Wrocław
Mam w założeniach właśnie, że musze korzystać z imaka 4-nożowego.ak47 pisze:jeśli zakładasz użycie dwóch maszyn to frezuj sześcian pierw, wierć otwory, potem zostanie toczenie. Przy okazji z grubsza gabaryt zfrezujesz, żeby mniej do toczenia zostało.
Osobiście brałbym tokarkę z napędzanymi narzędziami i hurra(to w końcu studia). Wtedy wytoczyć część walcową pierw a potem frezować sześcian, przemocować (albo zamocować we wrzecionie przeciwległym) i splanować drugą stronę i gotowe.
W praktyce w takim zakładzie jak mój najpierw byśmy to właśnie frezowali z grubsza i resztę toczyli z braku takiej maszyny jak w pierwszym zdaniu powyższego akapitu.
Dziękuję!
-
ak47
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 937
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
z imaka czteronożowego ? czyli, że masz do dyspozycji zwykłą tokarkę manualną ? w takim razie przy frezowaniu warto będzie jeszcze wyfrezować jakiś otworek w osi tego walca (w części która pójdzie w odpad) aby tokarz miał się do czego ustawić bo przecież do toczenia trzeba to założyć w planszajbę. Potem otworek ztoczy się i zostanie to co ma zostać.
-
katyperry731
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 02 gru 2016, 23:10
- Lokalizacja: Wrocław
-
FTW
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 716
- Rejestracja: 16 gru 2016, 10:44
- Lokalizacja: śląsk
To są studia... ja się dowiedziałem o tokarce z napędzanymi narzędziami jak na 10 semestrze poszedłem do pracy, akurat tam mieli taką.ak47 pisze:jeśli zakładasz użycie dwóch maszyn to frezuj sześcian pierw, wierć otwory, potem zostanie toczenie. Przy okazji z grubsza gabaryt zfrezujesz, żeby mniej do toczenia zostało.
Osobiście brałbym tokarkę z napędzanymi narzędziami i hurra(to w końcu studia). Wtedy wytoczyć część walcową pierw a potem frezować sześcian, przemocować (albo zamocować we wrzecionie przeciwległym) i splanować drugą stronę i gotowe.
W praktyce w takim zakładzie jak mój najpierw byśmy to właśnie frezowali z grubsza i resztę toczyli z braku takiej maszyny jak w pierwszym zdaniu powyższego akapitu.
Te zajęcia z pisania kart technologicznych są kompletnie bez sensu. Prowadzą to ludzie, który nie mają pojęcia o tym co można na "nowych" maszynach (takich młodszych niż lata 70-te), studenci też nie mają o tym pojęcia bo nie widzieli tych maszyn w akcji... szkoda gadać. Nie mówiąc już o tym, że jak już przyjdzie to zrobić, to robi się to na tym co jest, a nie na tym na czym by się chciało.
Detal jest na mill turna albo na 5-osiową frezarkę... oczywiście da się to zrobić na innych maszynach w tysiącu zamocowań. Ta są otwory pod kątem w stożkowej powierzchni.
-
katyperry731
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 02 gru 2016, 23:10
- Lokalizacja: Wrocław






