



")
Witam,
Obrabiam na frezarce 3 osiowej Doosan DNM500 coś w rodzaju kątowników tylko że między ściankami nie ma kąta prostego a są różne kąty. Zazwyczaj są po 2 sztuki z jakiegoś kąta. Wymiary to około 70x70 o szerokości 50 mm grubość ścianki 15mm. Obrabiane są w większości 2 płaszczyzny (różne kombinacje obrabianych płaszczyzn) i na obydwóch ściankach są otwory. Ostatnio pojawiła się opcja dokupienia 4-tej osi w postaci podzielnicy numerycznej, która pozwoliłaby obrabiać cały detal z jednego/dwóch mocowań oraz zachowania tolerancji kątów jednak nie mam doświadczenia w mocowaniu detali w takiej podzielnicy.
Jedyne co mi przyszło do głowy to uchwyt 4-ro szczękowy i cięcie gabarytów w sześciany, jednak wymusza to obróbkę całego gabarytu i znaczne straty materiału w postaci wiórów.
Może ktoś z większym doświadczeniem mógłby mi pomóc.
Z góry bardzo dziękuję za pomoc.
Mocowanie kątownika w podzielnicy


-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1677
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Mocowanie kątownika w podzielnicy
A jak wcześniej wykonywany był gabaryt kątownika?Ufoludek pisze: Jedyne co mi przyszło do głowy to uchwyt 4-ro szczękowy i cięcie gabarytów w sześciany, jednak wymusza to obróbkę całego gabarytu i znaczne straty materiału w postaci wiórów.
To tylko przecież przeniesienie strat na inną maszynę.
-
CFA
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1677
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Czyli te różne kąty wynikają bardziej z technologii a nie zadanej wartości w obróbce?Ufoludek pisze:Obecnie gabaryt jest wycinany na wycinarce wodnej więc obróbka dotyczy tylko 2 płaszczyzn które jej wymagają oraz wiercenia otworów. Jednak taka technologia wymaga przynajmniej dwóch mocowań i co najważniejsze jest problem z uzyskaniem tolerancji kątów przez przemocowywanie detalu.
Jak by nie było, przy tej grubości ścianki, to raczej najprościej byłoby wymyślić chytry
przyrządzik, który pozwalałby mocować kątownik z odchyłkowym kątem czy grubością
i po zabazowaniu jednej płaszczyzny obrabiać zachowując/generując kąty z maszyny.
Ale to tylko gdybanie, bo bez rysunku i znajomości dostępnej technologii wykonania płaszczyzn czy dłubania w otworach jakie się stosuje w firmie za wiele się podpowiedzieć nie da. Kwestia ilości sztuk, wymaganej sztywności i konieczności podparcia przyrządu, szybkości zapinania i zdejmowania, inteligencji technologa i operatora itp.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 11572
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
A nie prościej na tarczy teowej podzielnicy zamocować imadło kołyskowe lub kołyskowo-obrotowe i mocować detale pod dowolnym potrzebnym kątem?

Podobnie można podzielnicę zamocować do stolika pochylnego i ustawiać całą pod potrzebnym kątem (podobnie jak ja zrobiłem tu do skośnych zębów)..
http://allegro.pl/listing/listing.php?o ... m-1-1-0613
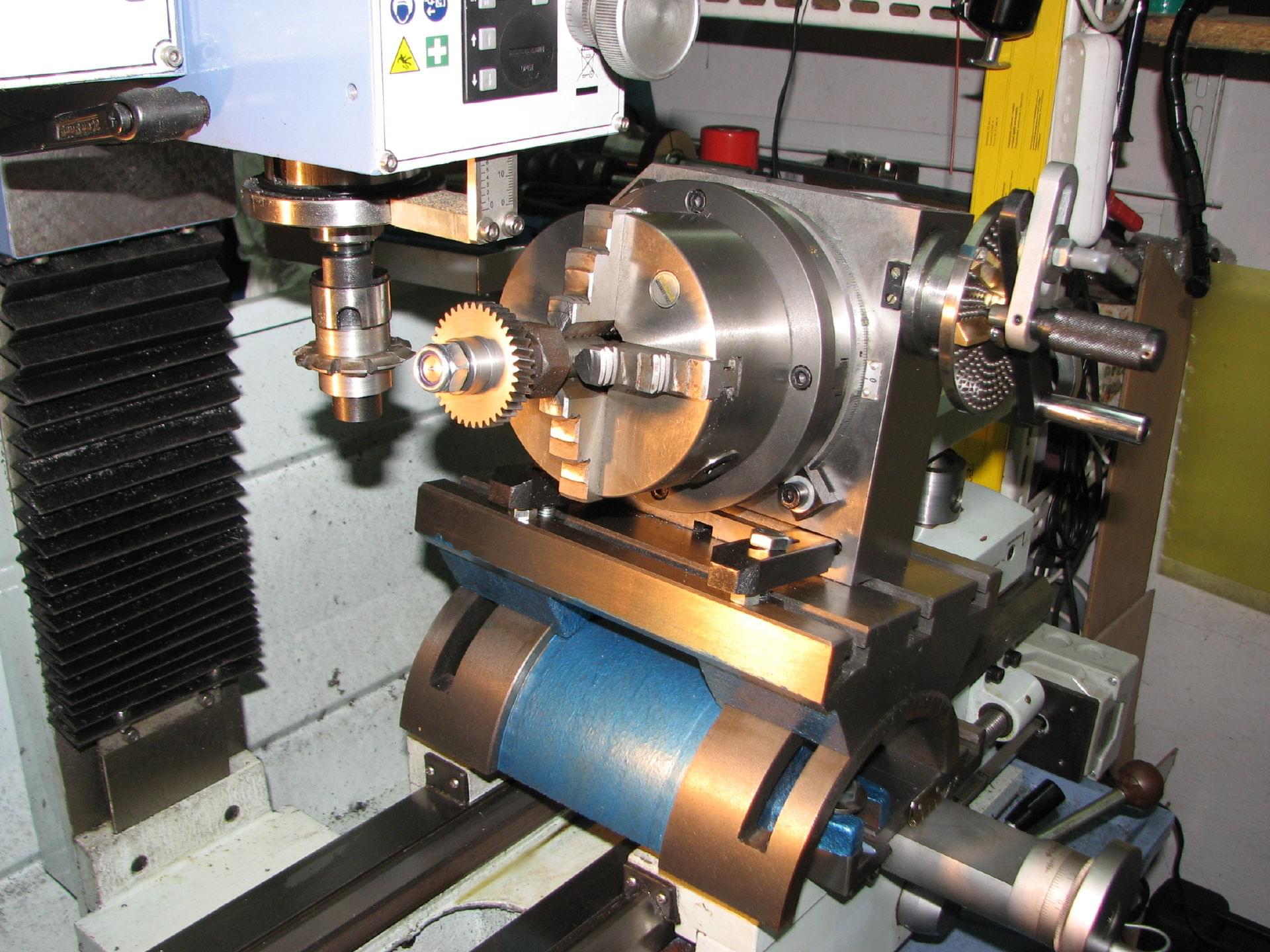
Podobnie można podzielnicę zamocować do stolika pochylnego i ustawiać całą pod potrzebnym kątem (podobnie jak ja zrobiłem tu do skośnych zębów)..
http://allegro.pl/listing/listing.php?o ... m-1-1-0613
pozdrawiam,
Roman
Roman







