



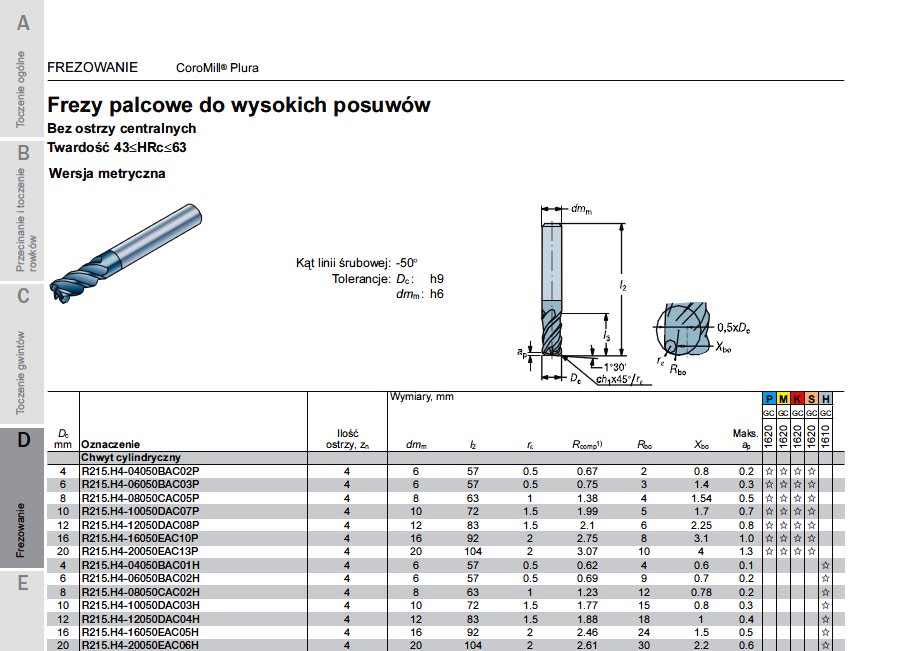
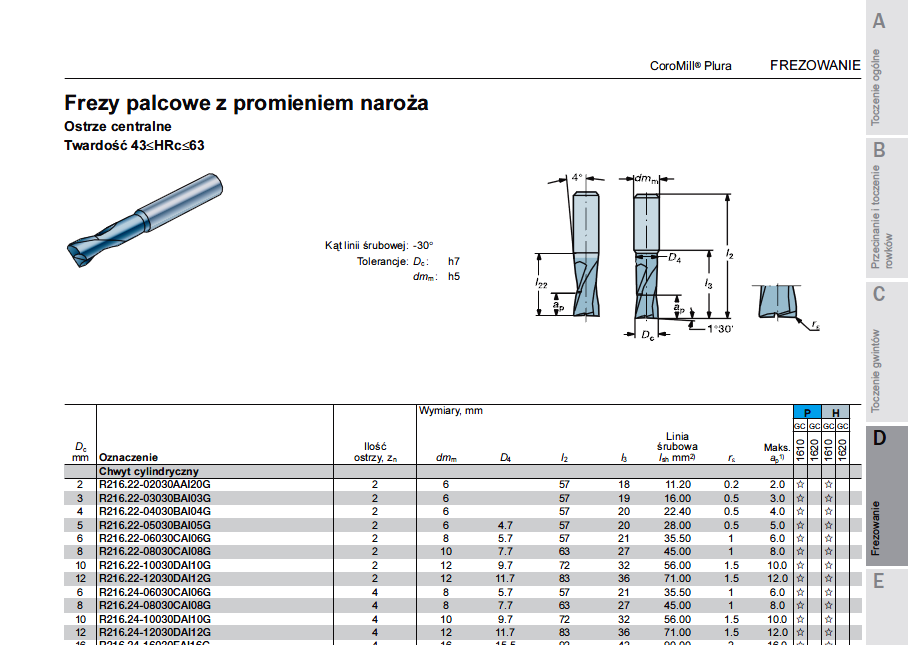
Witam. Jestem studentem MBM i dostałem do wykonania proces technologiczny związany z wyfrezowaniem rowka w stali hartowanej(do wyboru rodzaj stali) o szerokości 10 i tolerancji H7 ścianek bocznych, oraz głębokości rowka 10 z górną odchyłką +0.2 . Jest to pierwszy taki "mały" projekt i nie wiem za bardzo jak się do tego wziąć. Przeglądałem katalog SANDVIKA i wybrałem frez CoroMill 331 albo CoroMill Plurar ale nie jestem pewien czy są one odpowiednie??? Oraz nie wiem jak będzie wyglądała sprawa z chłodzeniem , posuwem ,itp.???
Byłbym bardzo wdzięczny za jakieś rady od osób z większym doświadczeniem odemknie
Frezowanie rowka w stali hartowanej. Potrzebna rada
-
Kapelusznik
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 15 lis 2010, 21:08
- Lokalizacja: Wygoda

-
mdg
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 700
- Rejestracja: 16 gru 2008, 09:16
- Lokalizacja: Dzierżoniów
Najlepiej, jakby można było wykonać zgrubnie rowek w stali przed obróbką cieplną, ale jeśli nie, to wystarczą 2 frezy fi8 (zgrubny i wykańczający). Jak wybierzesz sobie stal, to sprawdź do jakiej twardości HRC można ją zahartować. Dobierz z jakiegoś katalogu frez do obróbki materiałów twardych, parametry na obr. zgrubną i wykańczającą dobierz z kart katalogowych, jak ci się nie uda to może któryś z doświadczonych kolegów forumowiczów pomoże dobrać parametry . Na wykończenie zostaw naddatek (np 0.2 na ściance i ok. 0.05 na dnie kanałka). Wszystko ładnie wpisz w karty technologiczne i już 
Pozdrawiam
Grzesiek
Samozwańczy programista CNC
Grzesiek
Samozwańczy programista CNC
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Frezowanie rowka w stali hartowanej. Potrzebna rada
Frez Fanar-a może być ?Kapelusznik pisze:... Przeglądałem katalog SANDVIKA i wybrałem ...
Wartości z tabelki podstaw do wzorów i ....gotowe.

Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Kapelusznik
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 15 lis 2010, 21:08
- Lokalizacja: Wygoda
-
Kapelusznik
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 15 lis 2010, 21:08
- Lokalizacja: Wygoda
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Kapelusznik pisze:....szukałem katalogu firmy FANAR jak podał mi kolega WZÓR ale niestety nie udało mi się znaleść
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
bo łatwo na korektorze ustawić tak by wymiar rowka był w tolerancji a 10mm w rowku 10mm może rozbijać
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
kubas33
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 9
- Rejestracja: 08 sty 2012, 10:26
- Lokalizacja: Kalisz
Ok dzieki. Wyczytalem juz w ksiazce M. Felda. Natomiast mam jeszcze jedno glupie pytanie. Podczas frezowania rotacyjnego czyli najpierw frezowanie jednego boku rowka a nastepnie drugiego boku liczymy to jako jedno przejscie czy dwa? Czyli np. Frezowanie rowka o szerokosci 10 glebokosc 9 frezem fi 8 gdzie za jednym razem frezujemy na glebokosc 3 mm to liczymy jako 3 przejscia czy moze jako 6 ?
Z gory przepraszam za nie fachowe nazewnictwo.
edit. Nikt nie wie? Szukalem na forum ale nie znalazlem tego o co mi chodzi.
Z gory przepraszam za nie fachowe nazewnictwo.
edit. Nikt nie wie? Szukalem na forum ale nie znalazlem tego o co mi chodzi.






