Czy mogę sobie poradzić BEZ DOKUMENTACJI?
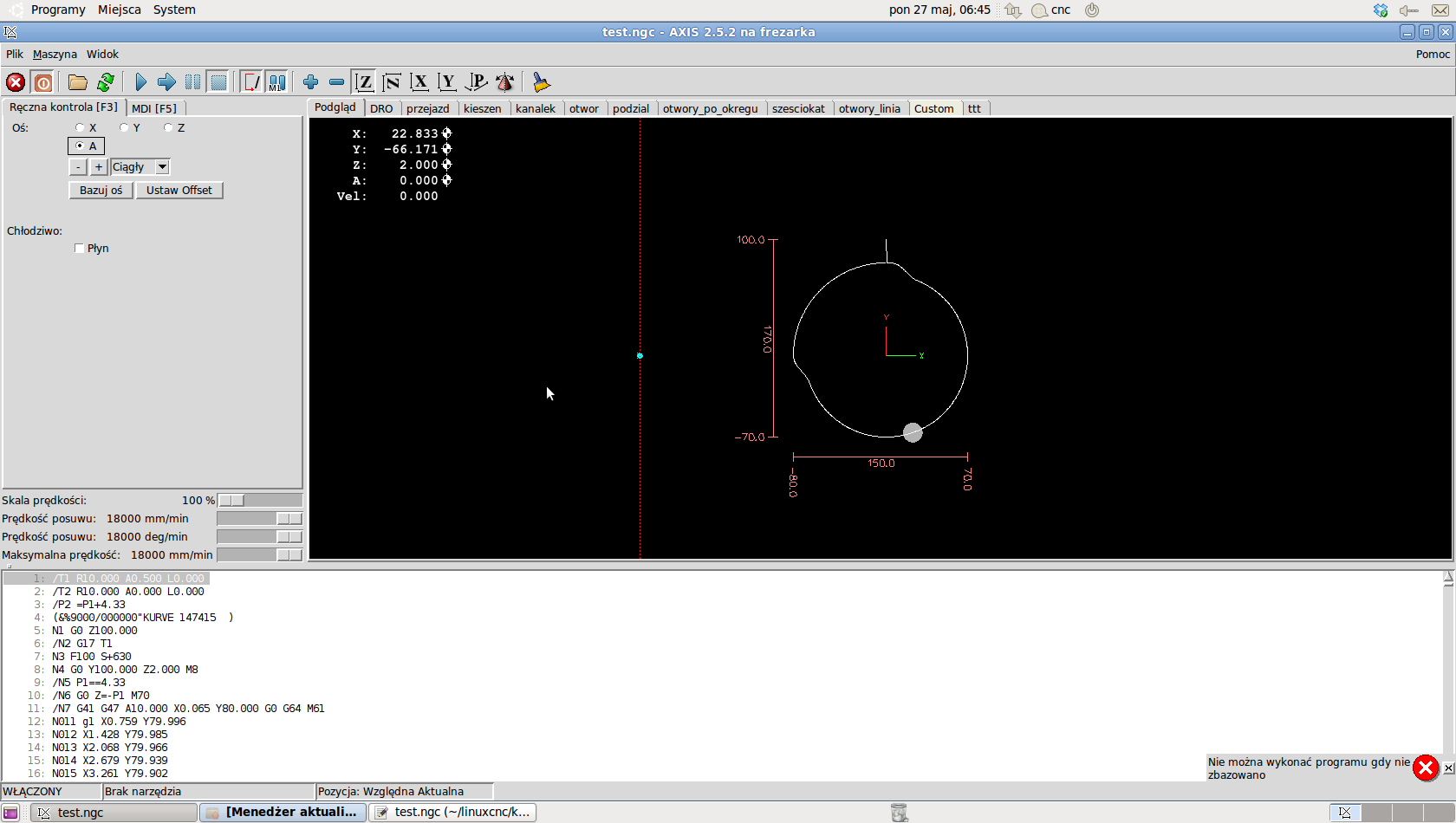
Mój pomysł polega na tym, że robię bezpośrednio program maszyny, który potem jest sprawdzany (w formie symulacji) jak na poniższych filmach:
Czy istnieje taka forma komunikacji z klientem obecnie? Oczywiście gdzieś w Polsce (najlepiej Warszawa + okolice).
Jakie maszyny mają oprogramowanie, które właściciel maszyny może mi przekazać, żebym sobie zainstalował, nie łamiąc licencji? Czy jest taka maszyna (znana z nazwy
Według mnie posługiwanie się dokumentacją jest anachronizmem - zastąpmy ją dostępem terminalowym przez www! do oprogramowania maszynowego, to pozwoli:
- zaoszczędzić nasprawdzaniu / przetwarzaniu dokumentacji w program (będzie robił to klient)
- przywiązuje klienta do konkretnego dostawcy (program działa tylko na docelowej maszynie, zresztą może być on zapisywany jedynie po stronie właściciela maszyny)
Proszę o życzliwe komentarze, pomysły. Wiem, że pomysł jest śmiały, ale sądzę, że ma zalety (przynajmniej dla mnie).
Wiktor M



")
")
")