



Czy zamiana przyszłościowo w mojej konstrukcji wałków podpartych fi 16 oraz dwóch obudów otwartych na prowadnice liniową hiwin rozmiar 20 oraz jeden wózek na każdą stronę wystarczy do uzyskania takiej samej sztywności.
1 hiwin 15 - jakoś strasznie malutkie wózeczki są, a cena szyn i wózków rozmiar 20 jakoś niewiele droższa,
2. hiwin 20 - pasują mi rozmiary wózka oraz wydaje mi się, że powinna być odpowiednia do mojej konstrukcji. Wózek do tej szyny ma długość katalogową 90 mm, to tak jak długość dwóch łożyska otwartych, więc stąd moje pytanie czy jeden wózek na stornę starczy
3. hiwin 25, trochę wydają mi się już masywne i będą za duże do mojej niuni, ale ponieważ planuję zastosować jeden wózek, to może ich sztywność będzie dopiero wystarczająca.
Nie mam doświadczeń z szynami i wózkami, więc proszę o poradę.
Porada o prowadnice kontra wałki


-
habit_m_
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 18
- Posty: 329
- Rejestracja: 07 lut 2010, 13:07
- Lokalizacja: Toruń
No to fakt 
A co z tymi płaskownikami? Dawać czy niedawać ? A jak już dam to wtedy pogwintowanie pod szyny to najmniejszy problem, a ja właśnie się zawiesiłem czy dawać płaskowniki, czy tą niedokładność dla takiego rodzaju maszynki olać i się nie przejmować?
Jak to jest u kolegów, którzy wałki montują do surowego profila konstrukcji?
maciek
A co z tymi płaskownikami? Dawać czy niedawać ? A jak już dam to wtedy pogwintowanie pod szyny to najmniejszy problem, a ja właśnie się zawiesiłem czy dawać płaskowniki, czy tą niedokładność dla takiego rodzaju maszynki olać i się nie przejmować?
Jak to jest u kolegów, którzy wałki montują do surowego profila konstrukcji?
maciek
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 7877
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Najpierw młotek 10kg i płyta traserska.
Tylko nie tłucz na płycie ...
I nie bij bezpośrednio, tylko przez kawałek płaskownika.
Jak nie masz płyty, to weź lustro, jak daje proste odbicie, to musi być proste, zresztą to akurat nawet linijką sprawdzisz.
Jakiś łatwozmywalny tusz i do przodu.
Jak młotkiem zejdziesz do dziesiątych milimetra, to możesz trochę podszlifować małą kątówką.
Tarcza listkowa, taka z płótna ściernego.
Potem skrobak i sam się zdziwisz.
Kilka godzin roboty.
Albo daj na szlifierkę i kilka stówek w plecy.
.
Tylko nie tłucz na płycie ...
I nie bij bezpośrednio, tylko przez kawałek płaskownika.
Jak nie masz płyty, to weź lustro, jak daje proste odbicie, to musi być proste, zresztą to akurat nawet linijką sprawdzisz.
Jakiś łatwozmywalny tusz i do przodu.
Jak młotkiem zejdziesz do dziesiątych milimetra, to możesz trochę podszlifować małą kątówką.
Tarcza listkowa, taka z płótna ściernego.
Potem skrobak i sam się zdziwisz.
Kilka godzin roboty.
Albo daj na szlifierkę i kilka stówek w plecy.
.
-
habit_m_
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 18
- Posty: 329
- Rejestracja: 07 lut 2010, 13:07
- Lokalizacja: Toruń
Nie ma opcji wyprowadzić tego młotkiem. Ta rama jest sztywna jak słoń. Profil główny to 60x60x6,3 gorącowalcowany, a poprzeczki to 40x40x5. Wszystko pospawane z pełnym przetopem. W tej płaszczyźnie to nawet palnik tego nieruszy po podgrzewaniu. Gdybym zaczął to w tym kierunku podgrzewać to obawiam się, że się prędzej powichruje w przekątnej niż choć trochę uniesie na końcach.
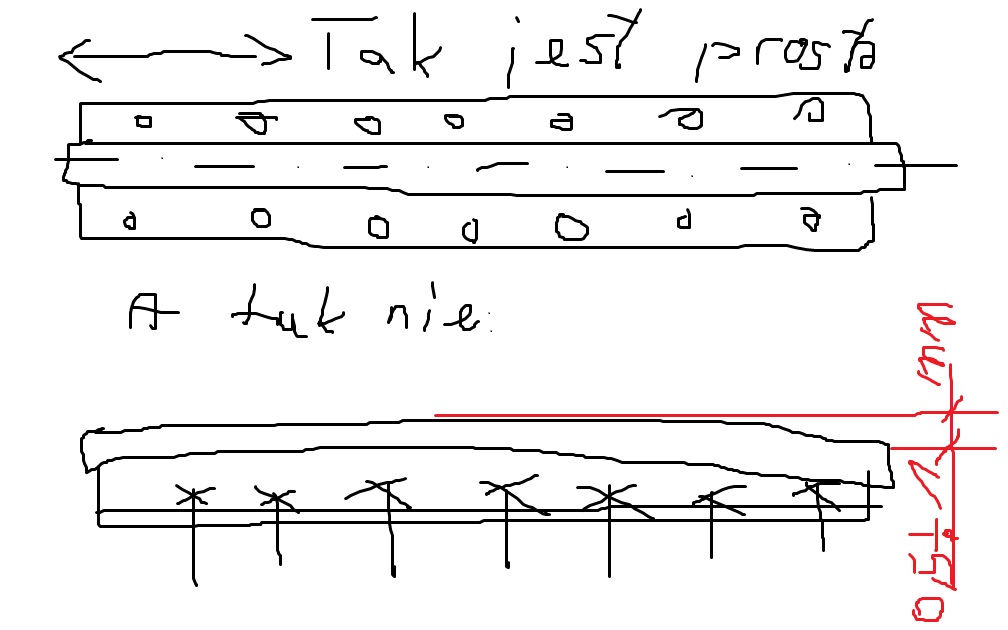
Wymyśliłem jeszcze jedną opcję aby tego niespawać i niedawać na pełną obróbkę. Wydaje mi się, że krzywizna powstała na wałkach, nie z tego, że profil jest krzywy po spawaniu, bo podczas spawania tej ramy oczywiście odpowiednio technologicznie i z przerwami, to się nawet profile nienagrzały (półautomat), a przynajmniej nagrzały się tak, że możnabyło je dotknąć ręką. Wydaje mi się, że krzywizna powstała z niedokładności profila względem jego końców, cięzko to opisać ale chodzi o coś takiego, że gdyby podpora obejmowała całą szerokość proila 60x60 czyli jakieś 50 mm na skrajach to by się ustawiła równo, a że podpora na dole ma 40 mm więc wpada w półkę profila ściągnięta do wewnątrz - jednak to jest walcowanie, coś jak na tym rysunku:
Profil narysowany z bardzo dużym zapadnięciem, w rzeczywistości ono jest około 0,5 mm, na dole wałek jak jest zamocowany teraz, u góry po modyfikacji.
Modyfikacja 1 - może się sprawdzi, a jak nie to będziemy spawać. Zrobię tak jak na rysunku, kupię płaskownik aluminiowy, który przykręce do profila w miejscu wałków, zobaczymy czy dzięki niemu uzyskam prostość mocowania wałków, jak nie to podrasuję go pilnikiem wg opisu kolegi lub listkownicą aby wyprowadzić tą prostą płaszczyznę.
Płaskownik będzie demontowalny, więc jak nic z tego niewyjdzie to się poprostu go odkręci i tyle, albo zastosuje się jakiąś podkłądkę na końcach pod płaskownik, którym spróbuję wyprowadzić tą prostopść.
Koszt takiego płaskownika aluminiowego 60x10 będzie nieielki w stosunku do stalowego płaskownika, spawania, obróbki cieplnej, frezowania itd.
A może się sprawdzi?
maciek
Wymyśliłem jeszcze jedną opcję aby tego niespawać i niedawać na pełną obróbkę. Wydaje mi się, że krzywizna powstała na wałkach, nie z tego, że profil jest krzywy po spawaniu, bo podczas spawania tej ramy oczywiście odpowiednio technologicznie i z przerwami, to się nawet profile nienagrzały (półautomat), a przynajmniej nagrzały się tak, że możnabyło je dotknąć ręką. Wydaje mi się, że krzywizna powstała z niedokładności profila względem jego końców, cięzko to opisać ale chodzi o coś takiego, że gdyby podpora obejmowała całą szerokość proila 60x60 czyli jakieś 50 mm na skrajach to by się ustawiła równo, a że podpora na dole ma 40 mm więc wpada w półkę profila ściągnięta do wewnątrz - jednak to jest walcowanie, coś jak na tym rysunku:
Profil narysowany z bardzo dużym zapadnięciem, w rzeczywistości ono jest około 0,5 mm, na dole wałek jak jest zamocowany teraz, u góry po modyfikacji.
Modyfikacja 1 - może się sprawdzi, a jak nie to będziemy spawać. Zrobię tak jak na rysunku, kupię płaskownik aluminiowy, który przykręce do profila w miejscu wałków, zobaczymy czy dzięki niemu uzyskam prostość mocowania wałków, jak nie to podrasuję go pilnikiem wg opisu kolegi lub listkownicą aby wyprowadzić tą prostą płaszczyznę.
Płaskownik będzie demontowalny, więc jak nic z tego niewyjdzie to się poprostu go odkręci i tyle, albo zastosuje się jakiąś podkłądkę na końcach pod płaskownik, którym spróbuję wyprowadzić tą prostopść.
Koszt takiego płaskownika aluminiowego 60x10 będzie nieielki w stosunku do stalowego płaskownika, spawania, obróbki cieplnej, frezowania itd.
A może się sprawdzi?
maciek
-
habit_m_
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 18
- Posty: 329
- Rejestracja: 07 lut 2010, 13:07
- Lokalizacja: Toruń
co ty ramy nieruszam. Za dużo zainwestowałem aby ją wykonać aby teraz ryzykować modyfikacje. Zresztą już jest pomalowana i ciężka jak diabli, i znowu ją ładować przerabiać poprostu mi się niechce. Do tego za duże ryzyko, jak mi ją teraz rzuci to będzie nieciekawie.
W międzyczasie znalazłem wyprzedaż u mnie w mieście materiału poprodukcyjnego w korzystnej cenie, a mianowicie płaskownik 50x10 w gatunku węglowym 55. Jutro podjade zakupić, zobacze jaki stan powierzchni i najwyżej dam szlifnąć. W takiej węglówce wykonam sobie gwinty jakie będe chciał, a jak trafi się może kiedyś kupić szyny to poprostu tak przykręcone płaskowniki dam na zabielenie. Nie będe ich spawał do ramy, poprostu wykonam otwory pod łby imbusów oraz gwinty do wałków. i dzięki nim wyprowadze płaszczyznę.
maciek
[ Dodano: 2011-04-17, 13:05 ]
p.s. tak myślę bo doświadczenia niemam.
Zobaczymy co z tego wyjdzie.
W międzyczasie znalazłem wyprzedaż u mnie w mieście materiału poprodukcyjnego w korzystnej cenie, a mianowicie płaskownik 50x10 w gatunku węglowym 55. Jutro podjade zakupić, zobacze jaki stan powierzchni i najwyżej dam szlifnąć. W takiej węglówce wykonam sobie gwinty jakie będe chciał, a jak trafi się może kiedyś kupić szyny to poprostu tak przykręcone płaskowniki dam na zabielenie. Nie będe ich spawał do ramy, poprostu wykonam otwory pod łby imbusów oraz gwinty do wałków. i dzięki nim wyprowadze płaszczyznę.
maciek
[ Dodano: 2011-04-17, 13:05 ]
p.s. tak myślę bo doświadczenia niemam.
Zobaczymy co z tego wyjdzie.






