



")
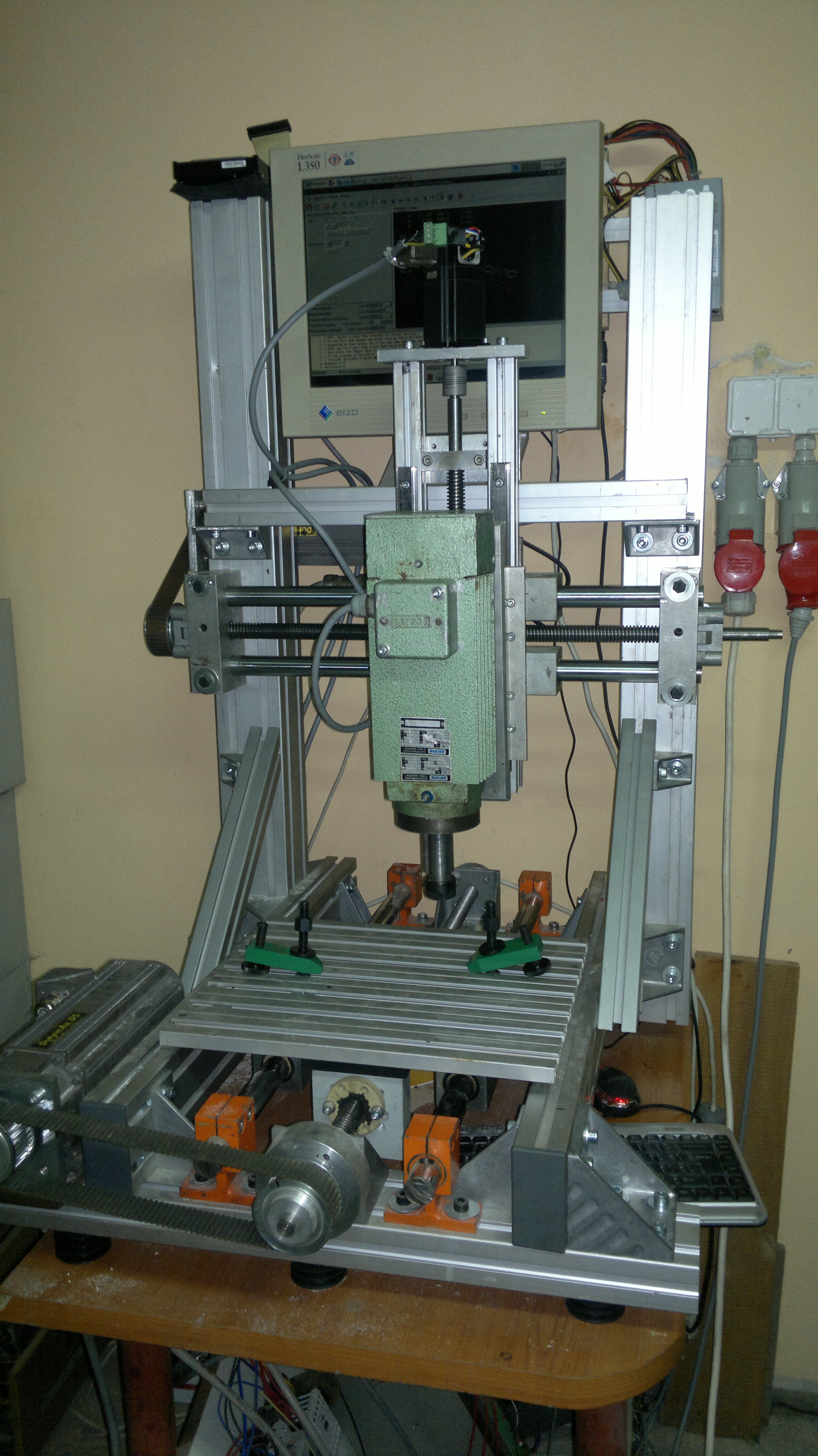
Konstrukcja powstała z tego co było pod ręką, głowinie w celach edukacyjnych .
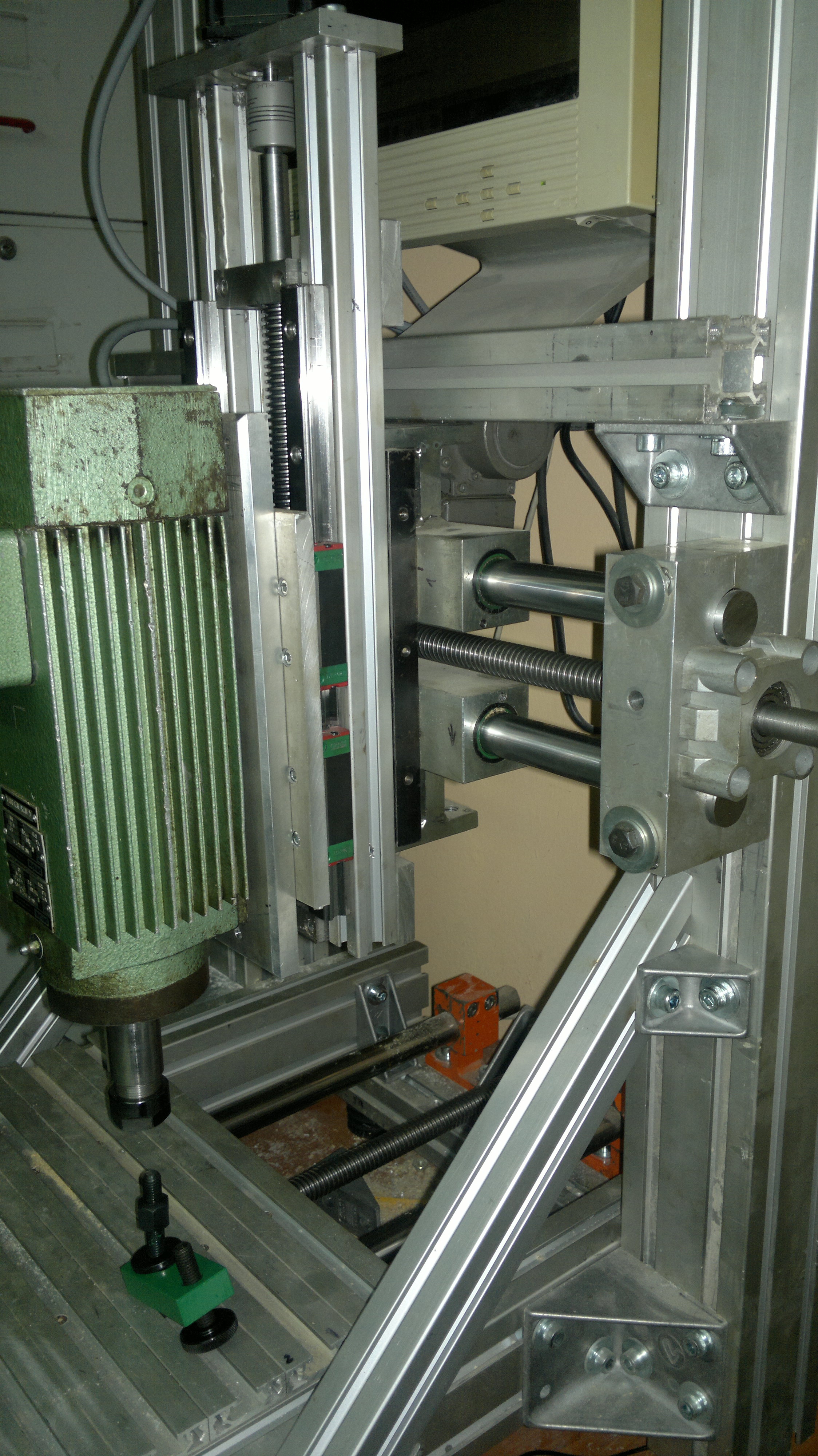
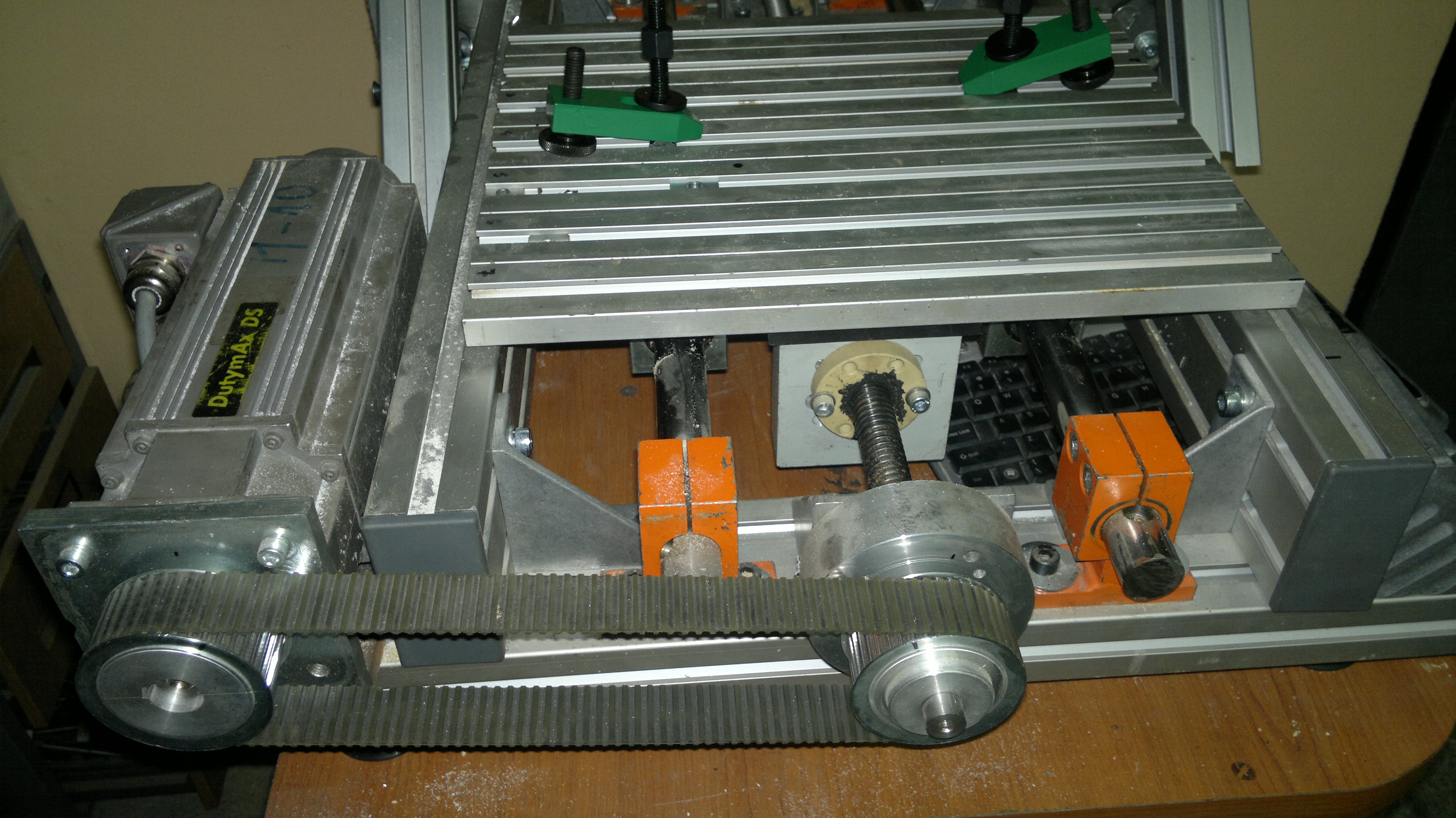
Jako prowadnice XY służą wałki fi25, w osi Z szyny i wózki HIWIN 20. Przeniesienie napędu za pomocą śrub trapezowych Tr20x4 i bezluzowych nakrętek IGUS.
W napędzie osi XY pracują serwa AC DutyMAX Control Techniques 5.4 Nm 380 V 3.4 A, zasilane przez dedykowane napędy Control Techniques DBE 220 .
W osi Z trójfazowy silnik krokowy Berger Lahr 1,5Nm 0,9 A 325V, zasilany z napędu POSITEC WD3-004.
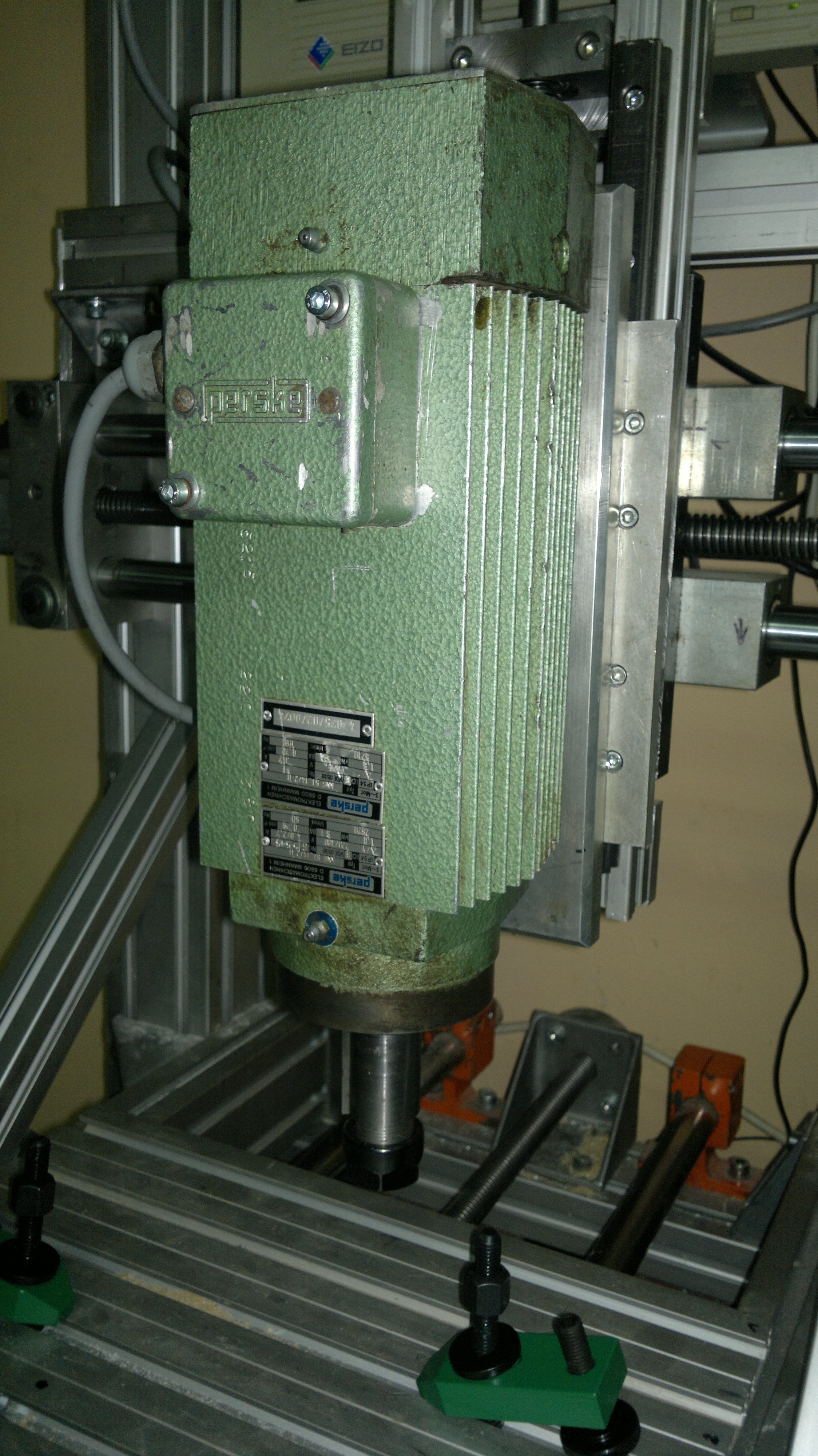
Elektrowrzeciono PERSKE KNS 51.14-2 380V 1,5 kW 5900obr przy 100HZ zasilane z falownika KEB 1,5KW, przerobione na tulejki ER20.
Wszystko pod kontrolą LinuxCNC zainstalowanego na wiekowym PC z procesorem Athlon XP 2000+, sterowanie osiami XY step/dir przez transoptory hcpl2200, oś Z bezpośrednio z LPT.
Konfiguracja osi XY - 4096 kroków/obr.
oś Z 512 kroków/obr. napęd pozwala pracować z rozdzielczością 10000 kroków/obrót.



")

")
")





