



")
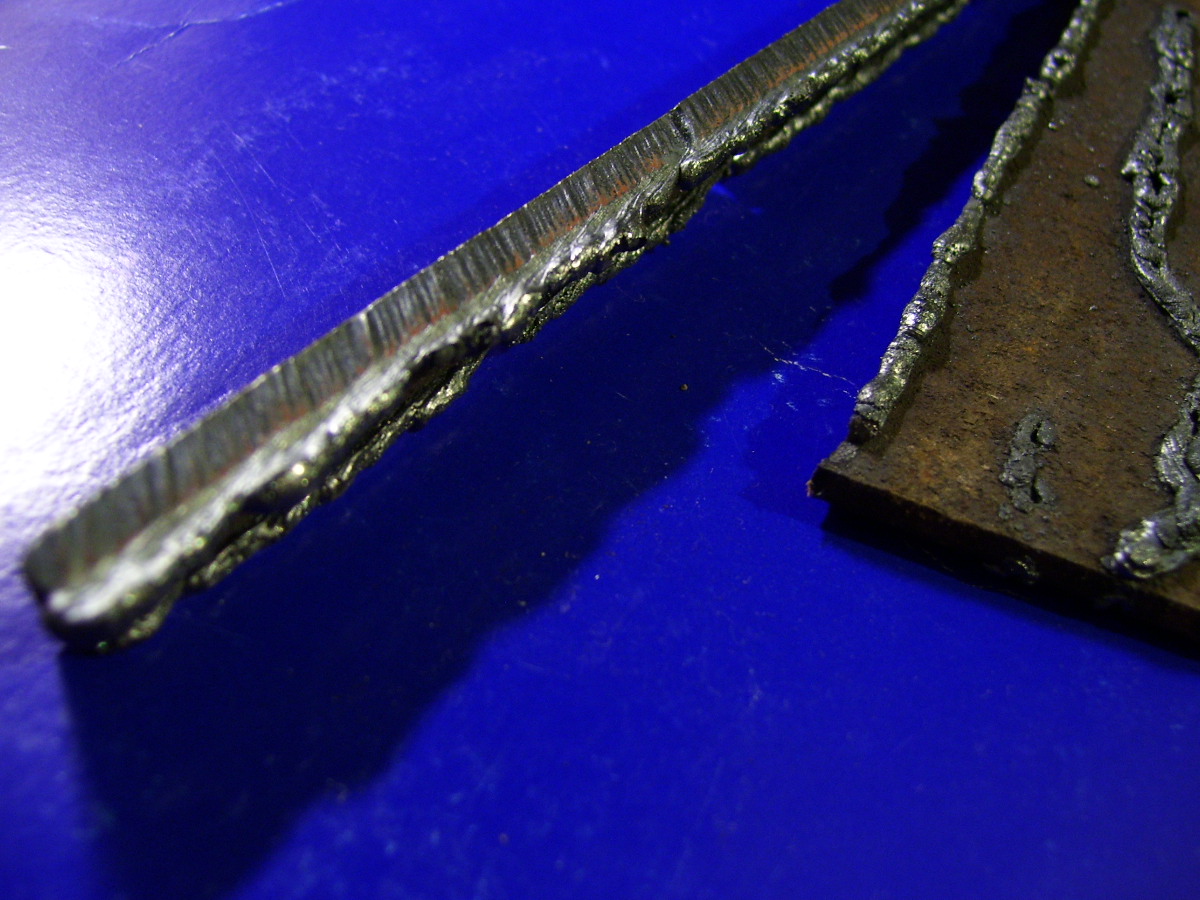
Od niedawna jestem posiadaczem takiego urządzenia, sprzęt kupiony dość okazjonalnie jako używany ale mam pewne problemy z cięciem (tak mi się wydaje), Problem polega na niepełnym przepalaniu materiału oraz mega wielką wypływką po drugiej stronie.... Załączone zdjecia obrazują jak to wygląda, blacha 4 mm nie powiem do najczystrzych nie należała, palnik prowadzony wolno i za bardzo nic to nie daje potrafi miejscami nie przepalić na wylot prąd ustawiony na 40A jak się nie mylę, ciśnienie powietrza lekko ponad 5 bar, dysza 1,2 mm. Pytanie do was w czym lezy problem ?? Za duża dysza, za mały/duży prąd ??
Rodzaj palnika AF-81
Z góry dziękuje za wszelkie odpowiedzi


")

")








