



http://pl.wikipedia.org/wiki/Z%C4%99batka
Tutaj napisane jak mnie w szkole uczyli dawno temu.
Łańcuch to chyba 3/4 cala maszynowy. Dokładność jak to łańcuch - jednemu aż nadto, drugiemu nie przyda się. Po prostu w rolniczym łańcuchy są wydaje mi się tanie i napisałem że warto zerknąć, koła też bym za 15 zł nie toczył/frezował.
budowa plotera do plazmy


-
przemyslaw2ar
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 64
- Posty: 248
- Rejestracja: 09 mar 2012, 20:27
- Lokalizacja: Czarnków
Tak tylko to miało by sens jakbym chciał dodatkowo przenieśc napęd na drugą stronę ale po poprawce niema konieczności już nic robić , jednak jeżeli kupiłem już te linki to nie zaszkodzi je założyć. Jutro wrzucę fotki z mojej radosnej twórczości 
A co do zębatki to zwracam honor
[ Dodano: 2012-08-08, 22:33 ]
Witam. wczoraj piałem że wstawię fotki, więc coś wlepie .
Całość robiona jest ze stali i bardzo gospodarczym sposobem, niestety fotki słabe bo telefonem.

widok ogólny ( mam nadzieje że jakiś widok jest ;0 )


łożyska pomagają usztywnić bramę

prowadnice które zastosowałem mają nośność do 70kg


może nie wygląda to to efektownie ale działa i o to chyba chodzi, luzy niewyczuwalne choć pewnie są ale do moich zastosowań będzie ok
A co do zębatki to zwracam honor
[ Dodano: 2012-08-08, 22:33 ]
Witam. wczoraj piałem że wstawię fotki, więc coś wlepie .
Całość robiona jest ze stali i bardzo gospodarczym sposobem, niestety fotki słabe bo telefonem.
widok ogólny ( mam nadzieje że jakiś widok jest ;0 )
łożyska pomagają usztywnić bramę
prowadnice które zastosowałem mają nośność do 70kg
może nie wygląda to to efektownie ale działa i o to chyba chodzi, luzy niewyczuwalne choć pewnie są ale do moich zastosowań będzie ok
-
przemyslaw2ar
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 248
- Rejestracja: 09 mar 2012, 20:27
- Lokalizacja: Czarnków
No tak ... dziadostwo zbudowałem to i nikomu się nawet krytykować nie chce 

Pomimo wielu przeciwności maszynka ruszyła ...
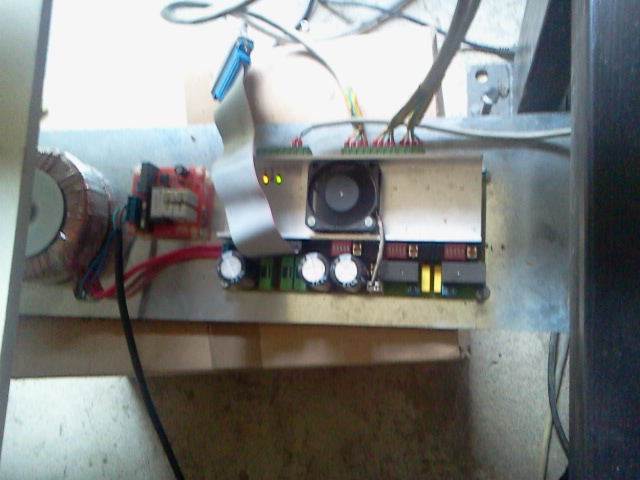
elektronika podpięta na szybko w celu sprawdzenia działania swoją drogą jak tego mało w porównaniu z innymi sterami (pewnie dało by się to upchnąć do obudowy PC-ta)

serce i rozum maszynki...


system linek znacząco podniósł sztywność bramy lecz wprowadził dodatkowe opory całość jest samohamowna

widok ogólny
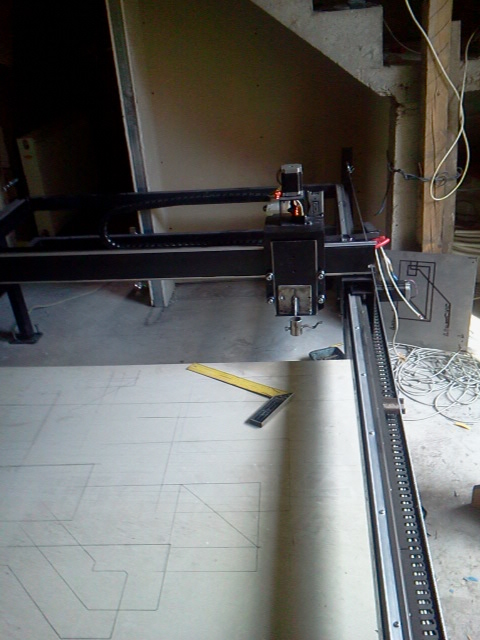
pomiary prostolinijności i tu coś dziwnego, rysując prostokąt 0,6x 0,8m dwa kąty są równe 90* a dwa "powrotne" już nie odchyłka ok. 1,5-2mm. Rysuje się jakgdyby trapez
jest minimalny luz na osi X wynikający z niedokładności listywy?
Zębatke i koło zębate są już maksymalnie dosunięte (nawet za bardzo bo już wyczuwalne są drgania od poruszającej się koła zębatego po listwie)
I pytanie z innej beczki jak podłączyć THC od @prokopcio aby współpracował z LinuxCNC ( z tego co widzę Kamarowi się to udało)
[ Dodano: 2012-08-12, 18:29 ]
Czy się komuś naraziłem czy coś? Bardziej to przypomina bloga niż temat na forum
Czy użytkownicy LinuxCNC mogliby pomóc mi w konfiguracji programu do współpracy z plazmą?
Jestem kompletnym laikiem zarówno jeżeli chodzi o linuksa jak i programowanie maszyn
Jaką literaturę polecacie aby nauczyć się G-kodów
Przeglądam masę tematów na forum jak i przez google ale nic nie łapię a wszelkie przykłady są dla frezarek/tokarek
czym generować G-kod pod linuksem?
Może ktoś mi poda prosty przykład jak napisać kod aby wyciąć prostokąt o wym 225x 310 np i po krótce opisać jaki kod odpowiada za jakie funkcje.
Wiem wydaje się to śmieszne ale najlepiej uczyć się w praktyce. Co z tego że przeczytam książkę i 100 tematów jak i tak nie będę wiedział co z czym się je?
Pomimo wielu przeciwności maszynka ruszyła ...
elektronika podpięta na szybko w celu sprawdzenia działania swoją drogą jak tego mało w porównaniu z innymi sterami (pewnie dało by się to upchnąć do obudowy PC-ta)
serce i rozum maszynki...
system linek znacząco podniósł sztywność bramy lecz wprowadził dodatkowe opory całość jest samohamowna
widok ogólny
pomiary prostolinijności i tu coś dziwnego, rysując prostokąt 0,6x 0,8m dwa kąty są równe 90* a dwa "powrotne" już nie odchyłka ok. 1,5-2mm. Rysuje się jakgdyby trapez
jest minimalny luz na osi X wynikający z niedokładności listywy?
Zębatke i koło zębate są już maksymalnie dosunięte (nawet za bardzo bo już wyczuwalne są drgania od poruszającej się koła zębatego po listwie)
I pytanie z innej beczki jak podłączyć THC od @prokopcio aby współpracował z LinuxCNC ( z tego co widzę Kamarowi się to udało)
[ Dodano: 2012-08-12, 18:29 ]
Czy się komuś naraziłem czy coś? Bardziej to przypomina bloga niż temat na forum
Czy użytkownicy LinuxCNC mogliby pomóc mi w konfiguracji programu do współpracy z plazmą?
Jestem kompletnym laikiem zarówno jeżeli chodzi o linuksa jak i programowanie maszyn
Jaką literaturę polecacie aby nauczyć się G-kodów
Przeglądam masę tematów na forum jak i przez google ale nic nie łapię a wszelkie przykłady są dla frezarek/tokarek
czym generować G-kod pod linuksem?
Może ktoś mi poda prosty przykład jak napisać kod aby wyciąć prostokąt o wym 225x 310 np i po krótce opisać jaki kod odpowiada za jakie funkcje.
Wiem wydaje się to śmieszne ale najlepiej uczyć się w praktyce. Co z tego że przeczytam książkę i 100 tematów jak i tak nie będę wiedział co z czym się je?
-
przemyslaw2ar
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 248
- Rejestracja: 09 mar 2012, 20:27
- Lokalizacja: Czarnków
Filmiki mam dwa ale tylko tel. bo uszkodziłem ekran aparatu, tyle tylko że nie wiem jak je wstawić na X mam 500mm/s przyśpieszenie 1500 a na Y max jaki dało się uzyskać to 280mm/s przyśpieszenie 1500 ale dla bezpieczeństwa zszedłem do 250mm/s (linki dają dość spory opór) silniki na razie mam na sztywno bez przełożenia i sprzęgła ale wiem że muszę to szybko naprawić.
Tę maszynkę potraktuje jako edukacyjną już mam w planie inną aby wyeliminować błędy które są tu , jednakże najpierw muszę na to zarobić bo tanie to to nie jest.
Tę maszynkę potraktuje jako edukacyjną już mam w planie inną aby wyeliminować błędy które są tu , jednakże najpierw muszę na to zarobić bo tanie to to nie jest.
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3706
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
G-code dla plazmy jest niemal identyczne z g-code dla frezarki - trzy osie, tyle, że w Z masz dodatkowy układ, odpowiedzialny za wysokość palnika nad materiałem.
Podstawy znajdziesz w moim samouczku g-code - nie patrz na to, że piszę głównie o tokarce.
Odpalasz palnik, i jedziesz posuwem roboczym
g1 x225 f200
y 310
x0
y0
wyłączasz palnik, unosisz zetkę w górę i masz wypalone.
g0 z100
Nie wiem, jaki mcode sobie zastosujesz do włączania palnika, może to być stycznik od włączania wrzeciona, to g code będzie m3 s1 na włączenie i m5 na wyłączenie.
Podstawy znajdziesz w moim samouczku g-code - nie patrz na to, że piszę głównie o tokarce.
Dojeżdżasz ręcznie palnikiem w miejsce startu. Dotykasz palnikiem blachy Ustawiasz ofsety z, x i y na zero. Nie wiem, jak się obsługuje THC, ale teraz musisz zjechać palnikiem w Z na wysokość roboczą - czyli piszesz g0 z5 (zakładając, że palnik pracuje na wysokości 5 mm nad blachą.Może ktoś mi poda prosty przykład jak napisać kod aby wyciąć prostokąt o wym 225x 310 np i po krótce opisać jaki kod odpowiada za jakie funkcje.
Odpalasz palnik, i jedziesz posuwem roboczym
g1 x225 f200
y 310
x0
y0
wyłączasz palnik, unosisz zetkę w górę i masz wypalone.
g0 z100
Nie wiem, jaki mcode sobie zastosujesz do włączania palnika, może to być stycznik od włączania wrzeciona, to g code będzie m3 s1 na włączenie i m5 na wyłączenie.
-
przemyslaw2ar
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 248
- Rejestracja: 09 mar 2012, 20:27
- Lokalizacja: Czarnków
-
przemyslaw2ar
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 248
- Rejestracja: 09 mar 2012, 20:27
- Lokalizacja: Czarnków





