kamar pisze:Z całym szacunkiem, trochę szlifowałem na tokarkach i nie da się porównać dokładności szlifowania ze szlifierką.
Podpisuję się pod tym stwierdzeniem obiema rękami

Trzeba sobie jasno powiedzieć, że czego by nie robić, to obie te metody dzieli rząd wielkości
jeśli chodzi o dokładność szlifowania wałków...
Tzn szlifierka do wałków jest
conajmniej dziesięć razy bardziej dokładna
IMPULS3 pisze:choćby to że w momencie pomiaru wrzeciennik ściernicy odsuwa się i dosuwa bez korygowania wymiaru.
Zauważ, że
dosuw, bo o tym właśnie wspomniałeś, nie przestaje działać z chwilą
dosunięcia tarczy do przedmiotu...
Między innymi dzięki temu uzyskujemy na szlifierkach sporą dokładność...
Oczywiście nie bez znaczenia jest też sporej szerokości i średnicy dokładnie wyważona tarcza...
Mechanizm do wyważania dynamicznego w czasie pracy...
Inna konstrukcja suportów... Hydrauliczny napęd suportu... Hydro-wrzeciono tarczy...
Etc...
Właściwie, jak by się tak dobrze przyjrzeć, to wszystko jest inne
Co nie pozostaje, jak łatwo zgadnąć, bez wpływu na dokładność obróbki

werson
Upakowałeś do jednego worka dwa bardzo odmienne problemy...
Tzn ostrzenie narzędzi ( szlifowanie profilowe ) i szlifowanie wałków...
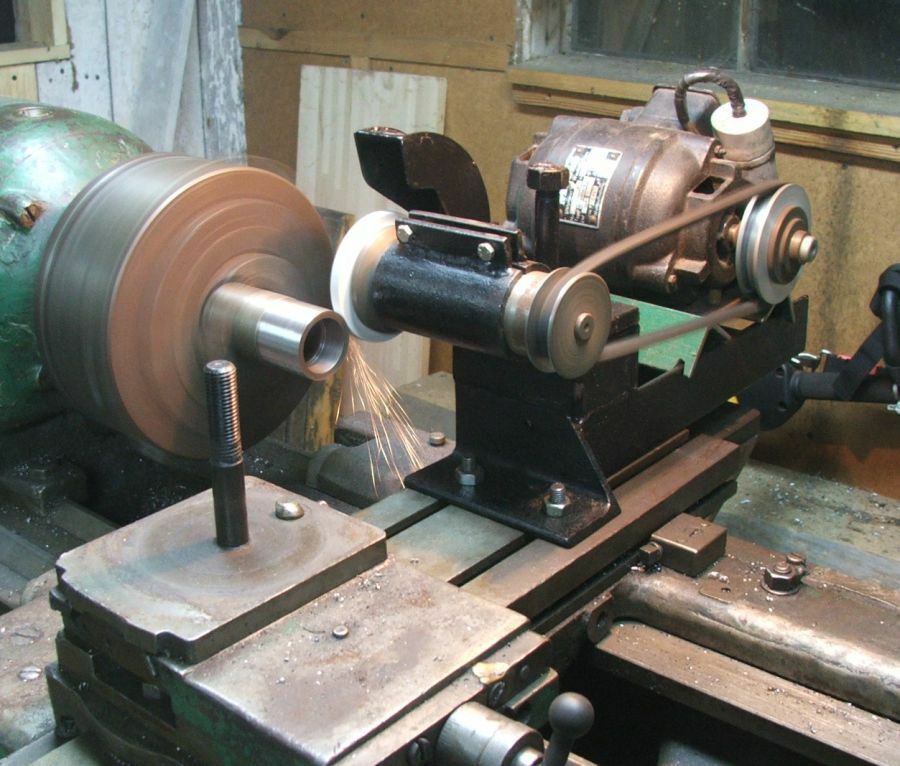
O ile to pierwsze śmiało możesz przeprowadzić prezentowanymi tutaj metodami...
O tyle, szlifowanie wałków na tokarce, tarczą szlifierską to utopia
Jeśli wyobrażasz to sobie, tak, jak ja w młodości

( ilustracja poniżej )
To możesz zapomnieć o jakichkolwiek akceptowalnych efektach
O wiele dokładniej przeszlifujesz wałek papierem ściernym ( na tokarce ), tylko powoli i umiejętnie
Pozdrawiam
Marek




")


")






")