



Na wstępie witam szanownych kolegów i pewnie koleżanki
Od niedawna edukuje się nie tylko teoretycznie w toczeniu na małej tokarce stołowej, głównie w mosiądzu, mam kilkoro znajomych tokarzy wyjadaczy którzy starają się dorzucić swoje 3 grosze do mojej edukacji.
Chciałbym Was zapytać o to czy zakupione nowe noże lutowane/zgrzewane np od Pafany nadają się od razu do użytku czy należy je od razu ostrzyć ? ostatnie kilka dni spędziłem na testach praktycznych i nie miałem żadnych problemów z zakupionymi nożami, przynajmniej tak mi się wydaję , w mosiądzu wiór NIE ciągły a rwany ale praca płynna jak dla mnie bez efektów ubocznych jak i przy nacinaniu gwintów jak i prostszych operacjach.
Jeden ze starych sąsiedzkich wyjadaczy/tokarzy zarzucił mi że noże fabrycznie są tępe i należy je od razy po zakupie naostrzyć, wraz z zjechaniem ISO12 po skosie od krawędzi natarcia (fabrycznie jest prosty-pionowy) na wzór nóża ISO10 (ten jest właśnie "zjechany" fabrycznie).
Jedyny problem to mam z nożem PRZECINAKIEM ISO7 bo np mosiężny pręt fi20 przeciąć to sporo zabawy i głośna praca wraz z widocznym "radełkowaniem" chociaż wycentrowanie jest bliskie perfekcji.
Tokarka to LD550, noże głównie Pafana.
Noże lutowane - nowe a ostrzenie
-
funvegaspl
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 7
- Rejestracja: 25 cze 2013, 17:29
- Lokalizacja: Podkarpacie


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
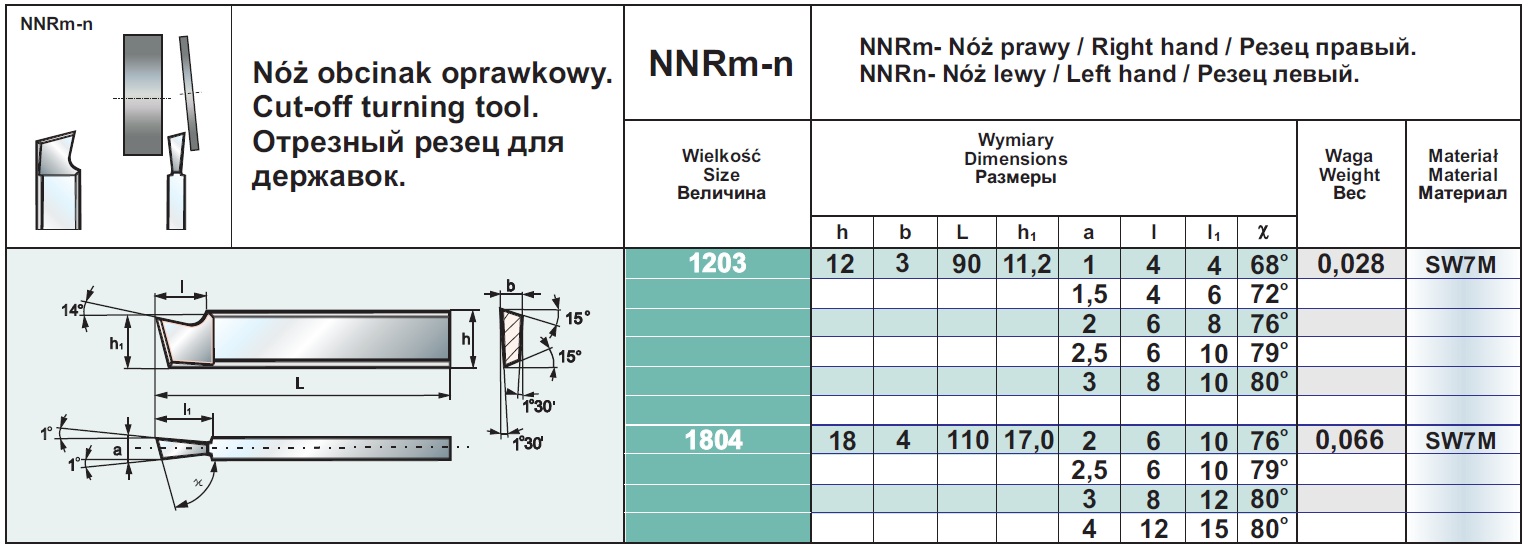
Mosiądz będzie dawać wiór sypki. A noże można jak najbardziej poostrzyć, zwłaszcza przecinak powinien mieć ładny kanałek spływu wióra i podcięcia boczne. Coś na wzór jak ta stalka, z tą różnicą, że patrząc od czoła krawędź oznaczona "b" i spód noża będą płaskie(0° zamiast 15°). Nie wyprowadzony, surowy przecinak nic dziwnego, że "radełkuje" w czasie cięcia. (weź też pod uwagę, że drgania mogą być też wynikiem nadmiernych luzów lub małej sztywności maszyny)
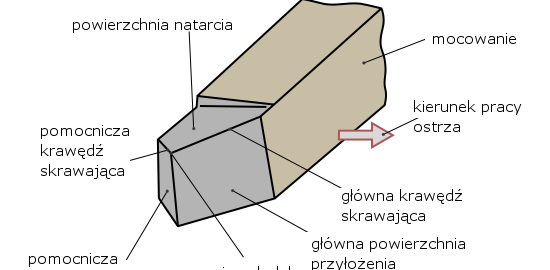
generalnie najlepiej kiedy nóż ma taką geometrię, że z materiałem obrabianym styka się tylko główna i ewentualnie pomocnicza krawędź skrawająca (wiór z powierzchnią natarcia czyli spływu, tzw kanałkiem, ale on jest już bierny do procesu toczenia).
Natomiast główna i pomocnicza pow. przyłożenia powinny jak najmniejsza częścią (tylko przy samej krawędzi skrawającej).
Dotyczy to wszystkich noży do typowych operacji tokarskich, włącznie z przecinakami, które choć mają inny kształt, ale funkcje krawędzi i powierzchni roboczych odpowiednio te same.
tu trochę teorii
http://koledzypofachu.pl/index.php/geom ... karskiego/ ( http://www.zscku.konin.pl/przedmiotyzaw ... waniem.pdf )
http://www.nzdl.org/gsdlmod?e=d-00000-0 ... 46689f58.4
generalnie najlepiej kiedy nóż ma taką geometrię, że z materiałem obrabianym styka się tylko główna i ewentualnie pomocnicza krawędź skrawająca (wiór z powierzchnią natarcia czyli spływu, tzw kanałkiem, ale on jest już bierny do procesu toczenia).
Natomiast główna i pomocnicza pow. przyłożenia powinny jak najmniejsza częścią (tylko przy samej krawędzi skrawającej).
Dotyczy to wszystkich noży do typowych operacji tokarskich, włącznie z przecinakami, które choć mają inny kształt, ale funkcje krawędzi i powierzchni roboczych odpowiednio te same.
tu trochę teorii
http://koledzypofachu.pl/index.php/geom ... karskiego/ ( http://www.zscku.konin.pl/przedmiotyzaw ... waniem.pdf )
http://www.nzdl.org/gsdlmod?e=d-00000-0 ... 46689f58.4
pozdrawiam,
Roman
Roman
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2379
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Mało używam noży z lutowaną płytką, ale wydaje mi się, że nowe noże Pafany są dostarczane jako naostrzone. Na pewno trzeba ostrzyć wszystkie chińskie i "no name". Można to przecież łatwo zauważyć w trakcie toczenia, jak idzie ładnie, to znaczy że ostry, jak nie , to trzeba ostrzyć.
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ
-
 Darnok1911
Darnok1911
- Znawca tematu (min. 80)
")
- Posty w temacie: 1
- Posty: 83
- Rejestracja: 27 kwie 2013, 13:02
- Lokalizacja: Łódź
-
andrzey520
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 107
- Rejestracja: 28 cze 2011, 19:41
- Lokalizacja: wp
-
funvegaspl
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 5
- Posty: 7
- Rejestracja: 25 cze 2013, 17:29
- Lokalizacja: Podkarpacie
dziękuje z rady i i wypowiedzi, najlepsza inwestycją do tej pory była zakupiona dziś odpowiednia książka, co się okazało problem nie tkwił w nożu(nożach), a w prędkości skrawania , w moim przypadku cięcia wałka mosiężnego fi20 przy obrotach 1100rpm to była masakra i nie dało się tego nazwać cięciem jak już wspomniałem, ale przy dobraniu obrotów 300rpm idzie jak w masło i bez żadnych strasznych odgłosów. 
Raz jeszcze dziękuje, widocznie trzeba "Dudika" przeczytać od deski do deski lub wspierać się podstawami w razie problemów.
Raz jeszcze dziękuje, widocznie trzeba "Dudika" przeczytać od deski do deski lub wspierać się podstawami w razie problemów.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
a nie jest to wcale jakiś nadzwyczajny wyczyn. Ale dojdziesz kolego do wprawy, to i to będzie możliwe..funvegaspl pisze:w moim przypadku cięcia wałka mosiężnego fi20 przy obrotach 1100rpm to była masakra
Jak to babcia mówiła do początkującego pilota? "Pamiętaj, lataj nisko i powoli..."
pozdrawiam,
Roman
Roman
-
funvegaspl
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 5
- Posty: 7
- Rejestracja: 25 cze 2013, 17:29
- Lokalizacja: Podkarpacie
Roman,
może to sztywność maszyny, może coś innego, ale mimo spowolnienia obrotów 5-ciokrotnie skrawanie bez problemu postępuje sporo szybciej, nie potrafię tego wytłumaczyć, ale po Twojej odpowiedzi zaczynam się zastanawiać od nowa dla czego u mnie jest bez problemu przy niskim rpm a twierdzisz ze wcześniej tez powinno być dobrze, jak dobrze rozumuje obróbka zgrubna jak i w tym przypadku ciecie wymaga niższej prędkości skrawania? obrotów? niż obróbka wykańczająca.
W praktyce różnica jest ogromna mimo względnego wycentrowania detalu.
Teraz mam niestety kolejny problem a bardziej zagwozdkę, mianowicie, przewierciłem detal wiertłem fi6 i potrzebuje teraz zrobić centralną kieszeń o głębokości 3mm i fi15 od czoła detalu, żadnym nożem tam nie podejdę , a przynajmniej tak mi sie wydaje , pomyślałem o frezie walcowo-czołowym ale nie wiem czy to przejdzie, jakieś porady w tej kwestii ?
może to sztywność maszyny, może coś innego, ale mimo spowolnienia obrotów 5-ciokrotnie skrawanie bez problemu postępuje sporo szybciej, nie potrafię tego wytłumaczyć, ale po Twojej odpowiedzi zaczynam się zastanawiać od nowa dla czego u mnie jest bez problemu przy niskim rpm a twierdzisz ze wcześniej tez powinno być dobrze, jak dobrze rozumuje obróbka zgrubna jak i w tym przypadku ciecie wymaga niższej prędkości skrawania? obrotów? niż obróbka wykańczająca.
W praktyce różnica jest ogromna mimo względnego wycentrowania detalu.
Teraz mam niestety kolejny problem a bardziej zagwozdkę, mianowicie, przewierciłem detal wiertłem fi6 i potrzebuje teraz zrobić centralną kieszeń o głębokości 3mm i fi15 od czoła detalu, żadnym nożem tam nie podejdę , a przynajmniej tak mi sie wydaje , pomyślałem o frezie walcowo-czołowym ale nie wiem czy to przejdzie, jakieś porady w tej kwestii ?
")

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Skoro Ci dobrze na tych obrotach idzie, to nie ma co się sadzić na inne, bo i po co.
A co do tego gniazda, rozumiem, ze chodzi o pogłębienie jak na rys. "E"?

Niby dlaczego nożem miałbyś nie podejść? Mały wytaczaczek składany spokojnie podbierze od Φ 9 (od otworu Φ6 króciutko mocowany spokojnie weźmie na pierwszy raz do Φ9), np SCLCLR 06 http://www.pafana.pl/ssclcrl.php lub podobny
albo lutowanym o trzonku 8x8 odpowiednio podszlifowanym
 http://allegro.pl/noz-tokarski-wytaczak ... 11941.html
http://allegro.pl/noz-tokarski-wytaczak ... 11941.html
lub pogłębiaczem walcowo-czołowym NWCa DIN 373 15X6,8 HSS (tylko D1 pilota by trzeba podszlifować z Φ6,8 na Φ5,9~6,0)
 http://artykulytechniczne.pl/pl/p/POGLE ... -HSS/50595
http://artykulytechniczne.pl/pl/p/POGLE ... -HSS/50595
a od biedy to nawet można z krótko obciętego przetoczonego czy zaszlifowanego wiertła Φ15, zostawiając krótki pilocik Φ6 podobnie jak w pogłębiaczach jako prowadzenie w otworze
A co do tego gniazda, rozumiem, ze chodzi o pogłębienie jak na rys. "E"?
Niby dlaczego nożem miałbyś nie podejść? Mały wytaczaczek składany spokojnie podbierze od Φ 9 (od otworu Φ6 króciutko mocowany spokojnie weźmie na pierwszy raz do Φ9), np SCLCLR 06 http://www.pafana.pl/ssclcrl.php lub podobny
albo lutowanym o trzonku 8x8 odpowiednio podszlifowanym
http://allegro.pl/noz-tokarski-wytaczak ... 11941.htmllub pogłębiaczem walcowo-czołowym NWCa DIN 373 15X6,8 HSS (tylko D1 pilota by trzeba podszlifować z Φ6,8 na Φ5,9~6,0)
http://artykulytechniczne.pl/pl/p/POGLE ... -HSS/50595a od biedy to nawet można z krótko obciętego przetoczonego czy zaszlifowanego wiertła Φ15, zostawiając krótki pilocik Φ6 podobnie jak w pogłębiaczach jako prowadzenie w otworze
pozdrawiam,
Roman
Roman






