




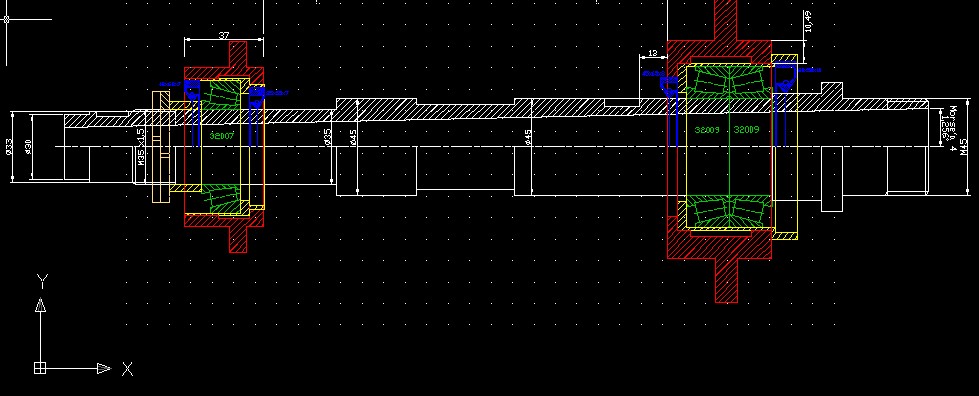
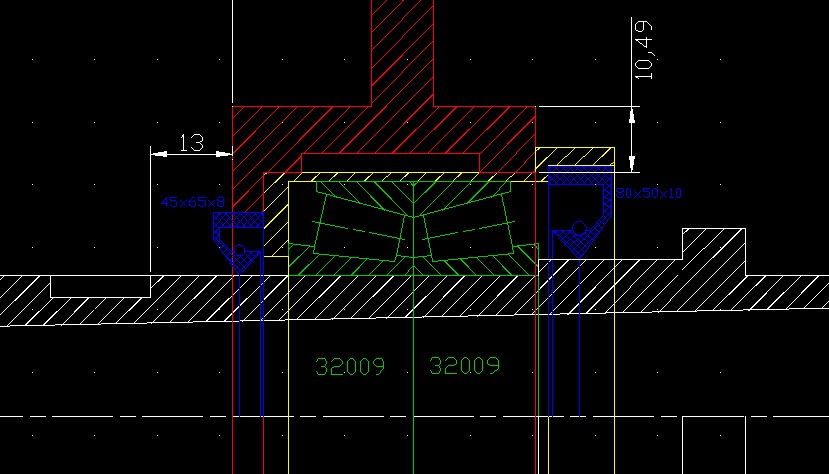
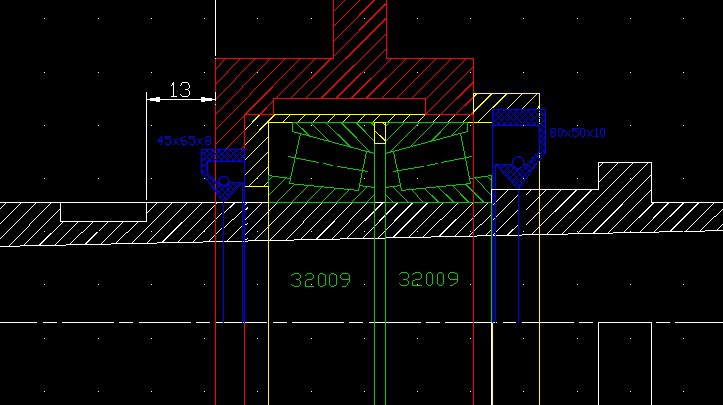
Mam pytanie związane z łożyskowaniem wrzeciona do tokarki 2TSB. Jest to stara żeliwna maszyna, lata 50 ubiegłego wieku. Oryginalnie zastosowano w niej dwa łożyska ślizgowe wykonane z brązu. Nie mam doświadczeń związanych z użytkowaniem takiej konstrukcji i dlatego pomyślałem o przeróbce na łożyska stożkowe (wg załącznika). Dodatkowo, o ile dobrze doczytałem łożyskowanie ślizgowe pozwala na obroty wrzeciona rzedu 600rpm, a wolałbym mieć większy zakres. Tokarka ma służyć do prac warsztatowych z tym, że planuje dodać do niej oś z, do frezowania i tu budzą się moje wątpliwości. Czy planowany sposób łożyskowania na stożkach wytrzyma toczenie i frezowanie? Dodam jeszcze, że po rozwierceniu otworów we wrzecienniku pozostałoby ok. 11,5mm materiału w górnej części obudowy łożysk. Proszę o opinie co o tym sądzicie i czy warto dokonywać takiej przeróbki.
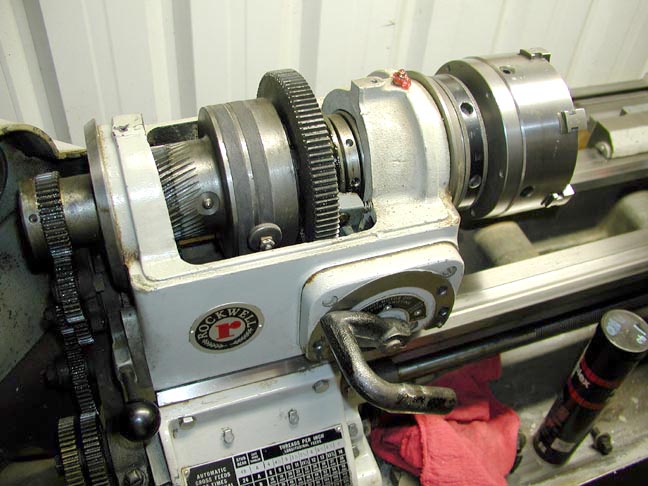
Dołączam również zdjęcie wrzeciennika z widokiem oryginalnych otworów pod łożyska ślizgowe.
Z góry dziękuję za pomoc:)


")
")



")






