




To mój pierwszy post, więc w razie jakichkolwiek niejasności mojego myślenia, braku fachowego słownictwa czy czegokolwiek innego proszę o odrobinę wyrozumiałości 
Doświadczenie z CNC niewielkie. Pierwsze próby na starej maszynie Gildemeistera NEF 560. Książka po niemiecku, ciągle powtarzające się błędy i ostatecznie maszyna nie spełniła swojej roli…
Aktualnie AFM Tug 56 MN z Sinumerkiem 828D Basic.
Po dwóch dniach szkolenia w AFMie do wszystkiego staram się dojść sam.
Mam kilka pytań/problemów i będę wdzięczny za każdą podpowiedź czy rozwiązanie 
Aktualnie zamontowane dwa noże zdzierak z płytką WNMG i wykańczak z VCMT.
Problem 1 – dodawanie / mierzenie noży
Poniżej skrót notatek zrobiony na szkoleniu:
„W offsecie wpisuje sobie narzędzia, nazwy, kąty, obroty, chłodziwo itp.
Przechodząc do pomiaru robię kolejno:
Machine / T, S, M – tryb ręczny / Wybór noża / ustawienie obrotów max 200 obr/min / kierunek
Zabielamy czoło
Pkt. Zer. Obr. (pod ekranem) wpisujemy z=0 i ustawiamy PPZ => ustawienie bazy
Mierzymy X : Obroty, zataczamy jakąś średnicę / mierzymy ją /
Pomiar narzędzia / ręczne / X/ wpisujemy wynik / ustaw długość i mamy zmierzony pierwszy nóż, który będzie moim bazowym
Teraz drugie narzędzie
Tsm, obroty, dojazd do czoła, pomiar, ręcznie, Z, wyświetla się już 0, więc tylko ustaw długość
Znowu obroty, dojazd do średnicy zatoczonej pierwszym nożem, pomiar narzędzie, ręcznie, X i tutaj od razu wyświetla się ta zmierzona średnica, więc tylko klikamy ustaw długość”
Metoda się sprawdziła, pracowałem na tych nożach ponad tydzień, po niewielkich korektach wszystko ładnie działało. Teraz chcę zamontować 3 i 4 narzędzie. Czy mogę to zrobić w taki sposób:
Tym pierwszym bazowym nożem ustawię sobie Z=0 i przetoczę jakąś średnicę, współrzędna X spiszę sobie obok. Wybieram nóż nr.3 , podjeżdżam do czoła, rysa, pomiar narzędzia , ręcznie, Z, wpiszę lub może już będzie od razu 0 i zatwierdzam, następnie dojeżdżam 3 narzędziem do zatoczonej średnicy, pomiar narzędzia, ręcznie, X, wpiszę tą zapisaną wartość X po przetoczeniu bazowym i zatwierdzę klikając „ustaw długość”. Czy takie rozwiązanie będzie dobre??
Ewentualnie zamiast dotykania wirującego elementu mogę użyć papierka na docisk, nie ma problemu. Bardziej chodzi mi o poprawność wpisania tej odczytanej wartości X jako parametru w Ustaw długość….
Kolejny aspekt: dodanie noża SVVCN z płytką VCMT. Zmierzenie w X nie jest wyzwaniem, ale jak podejść do Z to nie bardzo potrafię sobie wymyślić 

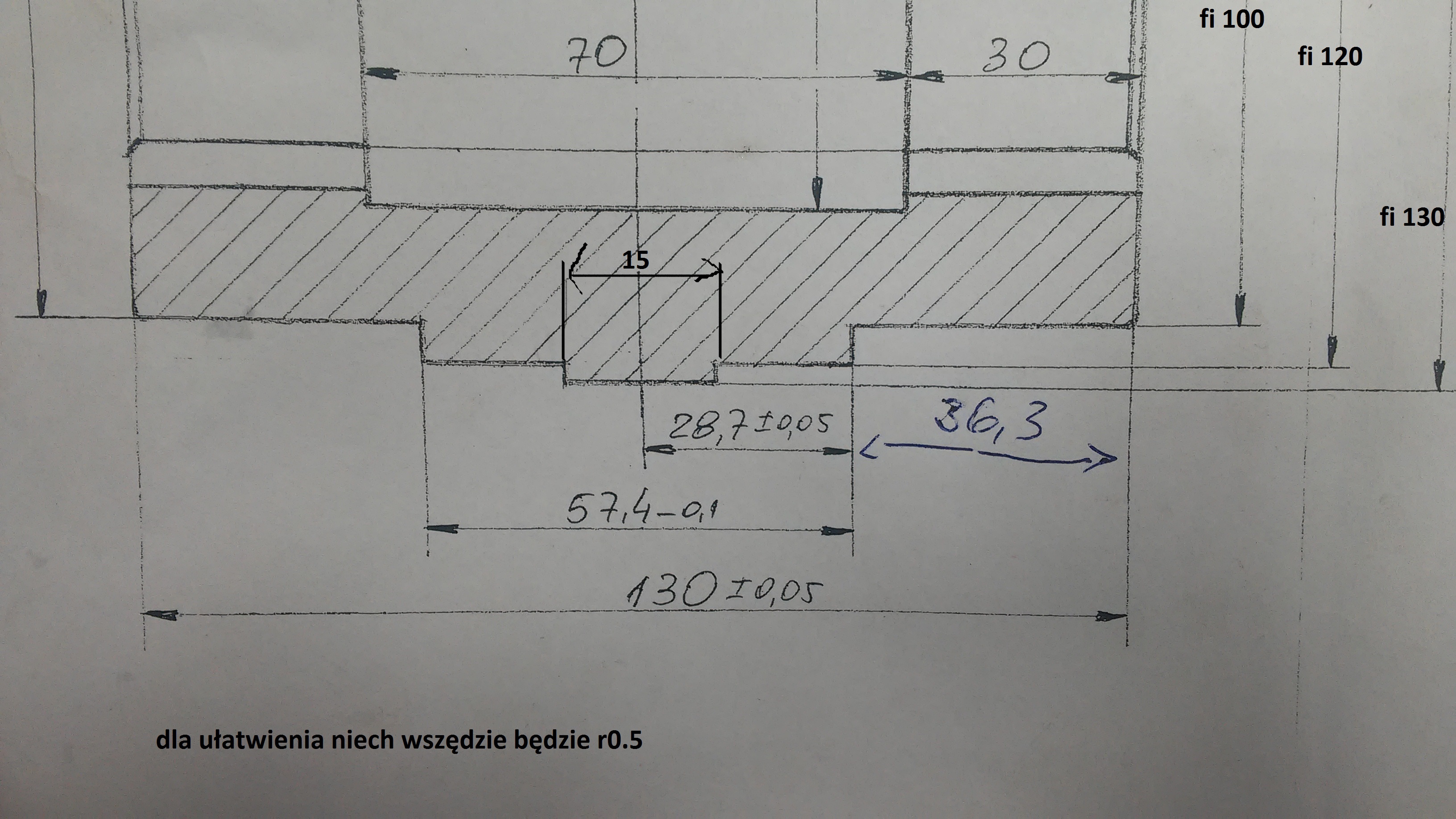
Problem 2: technologia takiej prostej rolki:
Po wstępnej obróbce baza na otwór i czoło. Mocowanie za otwór
1 zamocowanie robię czoło, WNMG , zgrubnie F 0.15 S 550, powierzchnia wystarczająca, rolka i tak jeszcze idzie pod szlifowanie i hartowanie. Parametry nie za małe? Trochę się boję ją bardziej rozkręcić bez konika…
Później: Kontur (z konikiem): startuję od promienia, powierzchnia walcowa po fi 100, wyjazd na fi 120, po walcu, poźniej wychodzę promieniem na fi 130,05 i przejeżdżam ok. 1-2 mm,
Przełożenie rolki, zabielenie czoła na ok. 0.2 mm, zmierzenie, ustawienie pkt. Zerowego
2 zamocowanie, czoło kontur po kolej, na fi 130 wchodzę już dokładnie i przejeżdżam poza te 15 mm, żeby usunać pozostawiony naddatek z 1 zamocowania
Czy takie podział zamocowań jest dobry? Czy coś mogę zmienić?
Kolejna rzecz: wymiary długości… problem może dość absurdalny, ale jakoś nie mogę sobie tego wytłumaczyć… gabaryt wychodzi mi np. l=129.97, te wymiary po 36.3 wychodzą w plusie więc i 15 i 57,4 powinny być w minusie. Tak mi się logicznie wydaje… a w rzeczywistości są w plusach. Nie wiem. Skoro cała rolka jest mniejsza niż chcę, to dlaczego te „środkowe wymiary” są większe?
Rozpisanie konturu:
Pierwsze sztuki robiłem tak: zaczynałem od pierwszego promienia a później tylko linie poziome i pionowe a promienie je łączące z tej opcji „przejście do następnego elementu”. Czyli kontur wyglądał tak: promień, w lewo w dół, w lewo w dół, w lewo i wyjazd na X+
Później spróbowałem każdy element oddzielnie pisać: promień wejściowy, w lewo, promień, w dół, promień w lewo itd… dużo więcej liczenia, klikania i czasu na opisanie tego…
Wydaje mi się, że ostatecznie z obu metod wychodzi i tak to samo. Podglądając symulację w obu przypadkach wymiary były zaznaczone i zrobione tak jak tego oczekiwałem…
Na chwilę obecną to chyba tyle. Wybaczcie jeśli gdzieś coś nie do końca dokładnie wytłumaczyłem…
Jestem jedyną osobą w firmie od CNC. Nie mam żadnego mentora, pana Stasia przy drugiej maszynie do którego mógłbym podejść i zapytać. Wszystko rozwiązuję sam próbując lub czytając forum. Na te powyższe sprawy nie do końca mogłem znaleźć sensowne rozwiązania dlatego piszę. Będę wdzięczny za wszelką pomoc  pozdrawiam!
[/u]


")






