")
napisany w javie więc działać powinien pod linuxem.
Chodzi o to, że uruchamia się go, prawdopodobnie wrzuca kod wygenerowany i maszyna sonduje powierzchnię materiału. Nanosi poprawki na kod w zależności od wysokości materiału tak by grawerowanie w każdym punkcie nierównej powierzchni było na tą samą głębokość.
Jak wspomniałem jest on napisany w jave, ale walczyłem godzinę i nie uruchomiłem go pod linuxem.
Spróbujcie wy, może wam pójdzie lepiej. U mnie program uruchamia się w menagerze archiwów.
Tu jest cały wątek o tym:
http://www.cnczone.com/forums/pcb_milli ... tware.html
[ Dodano: 2014-02-15, 22:02 ]
No nie udało mi się dalej odpalić drania pod linuxem. Jave chyba zainstalowałem, ale krzyczy że czegoś tam nie ma.
W każdym bądź razie aktualnie dla mnie to nie problem. I tak wszystkie kody, czy do pcb, czy z dxf, czy jeszcze coś innego generuje programami pod windą więc i to odplam pod windą.
Sprawdziłem właśnie i działa pięknie.
Tu jest do ściągnięcia:
http://www.autoleveller.co.uk/download/
Wygląda tak:
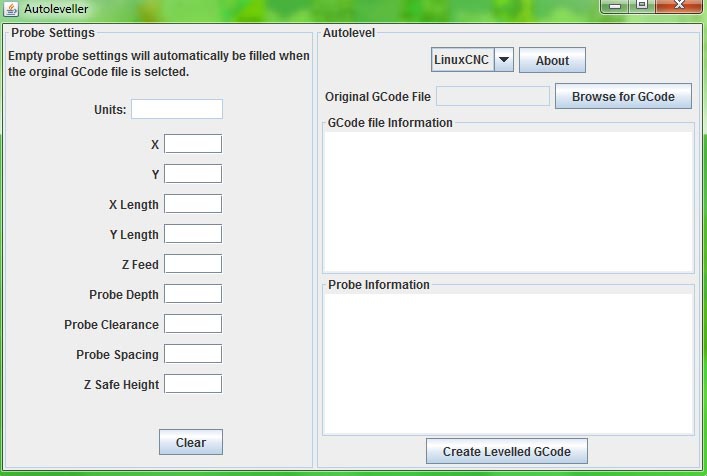
Wrzucamy tam nasz wygenerowany kod, ustawiamy parametry sondowania i tworzymy nowy kod. Nawet jest do wyboru czy sterujemy machem czy linuxem.
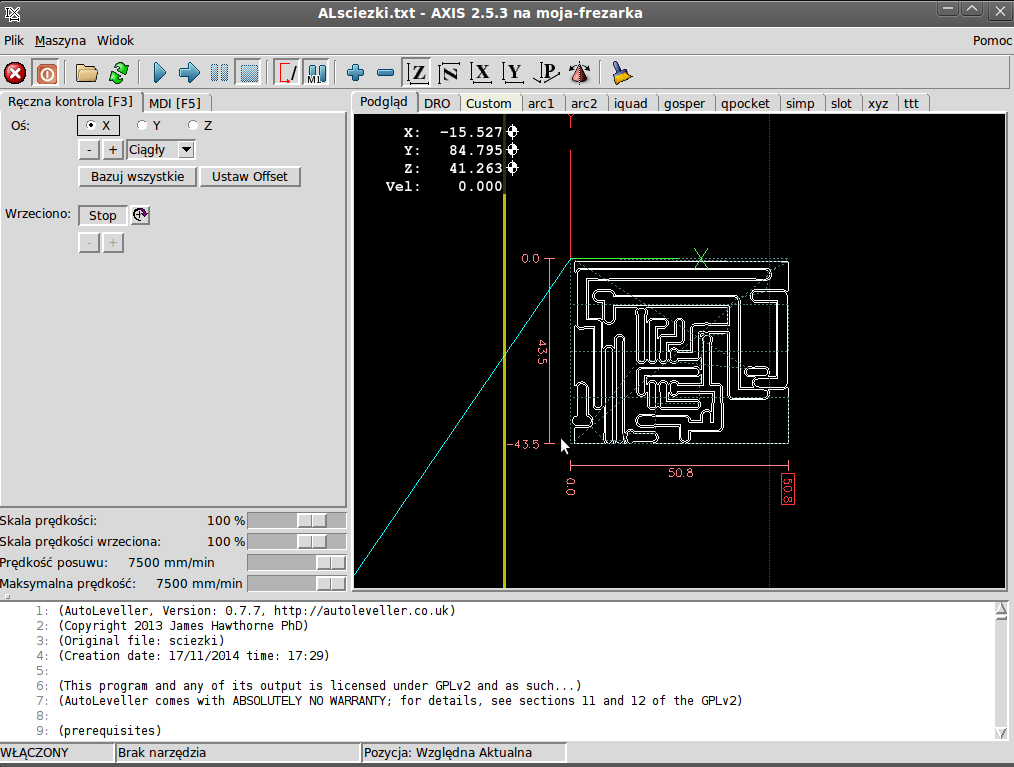
Kod wrzucamy do programu sterującego, podpinamy sondę i jazda:
[youtube][/youtube]
Tak wygląda ten sam kod na płytce która została umyślnie zamocowana krzywo. Jedna strona jest wyżej ok 0.25mm. Niżej bez sondowania, wyżej z sondowaniem.
Na ogólną jakość nie patrzcie, bo parametry ogólnie kiepskie wprowadziłem i ukruszony frez wziąłem.

Tu jeszcze krótki filmik z grawerki jak kogoś rajcuje patrzenie na pracującą frezarkę
[youtube][/youtube]
Jakość kiepska bo telefonem nagrywane.
Ogólnie cały czas widać jak zetka pracuje.
Prawdopodobnie da się to wykorzystać też do jakiejś tam grawerki na nierównych płaszczyznach nie tylko płytek pcb.
Program jak dla mnie bomba. Długo czegoś takiego szukałem.
[ Dodano: 2014-02-15, 22:13 ]
Jak ktoś z was wie jak odpalić plik *.jar pod linux cnc na ubuntu 10.04 to będę wdzięczy za poradę.


")