")
Zainstalowałem sobie symulator na domowym kompie wg. poradnika kol. MIKI i nawet się udało.
I już wiem co to VB
Bawię się configiem tokarkowym i jest kłopot.
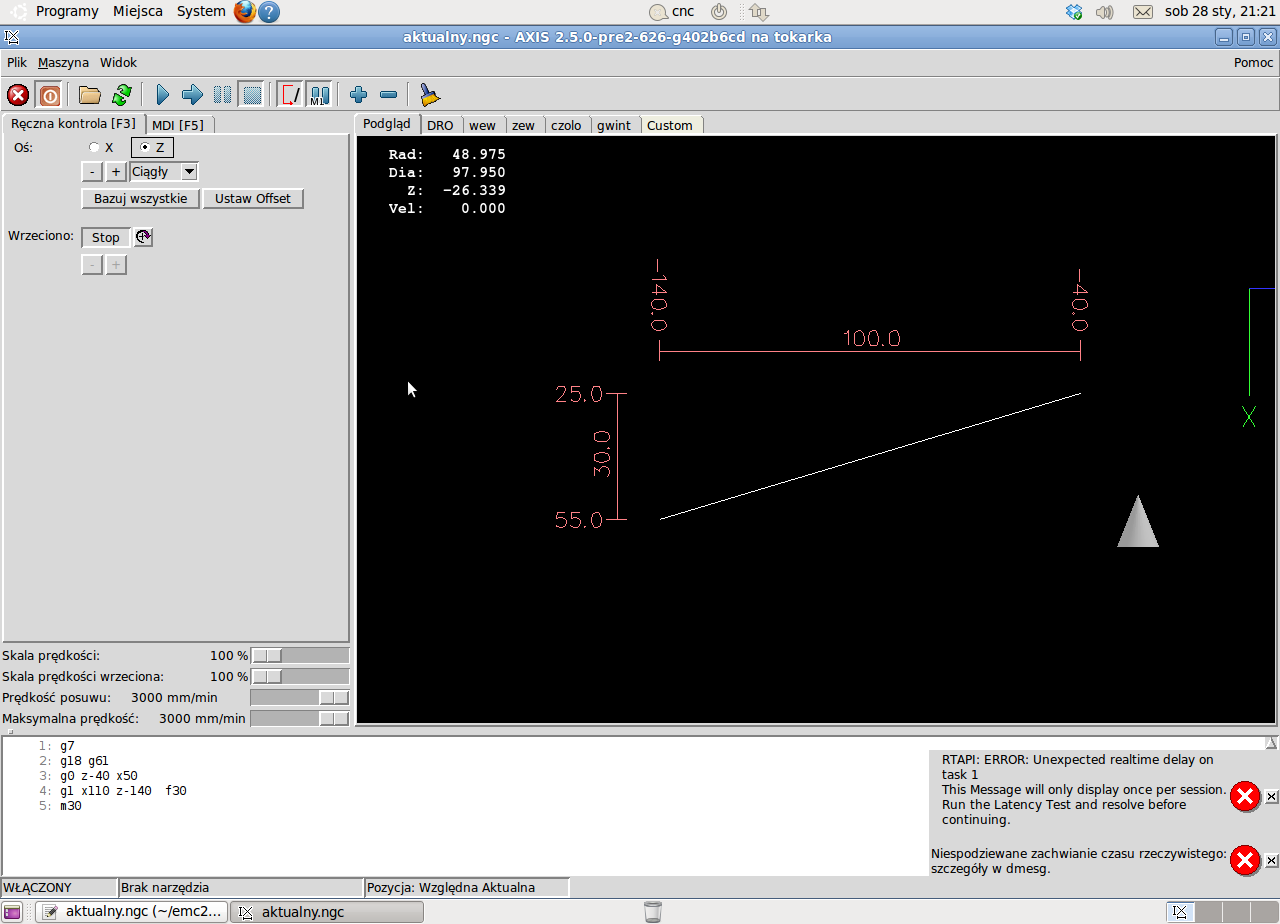
Oś x mam skonfigurowaną na 1/2 skoku sruby i wizualizacja przekłamuje przy stożkach czy promieniach.
Ma ktoś pomysł jak się dobrać do wyświetlania, coby wymiar na x między 50 a 110 nie był 60 a 30 ?
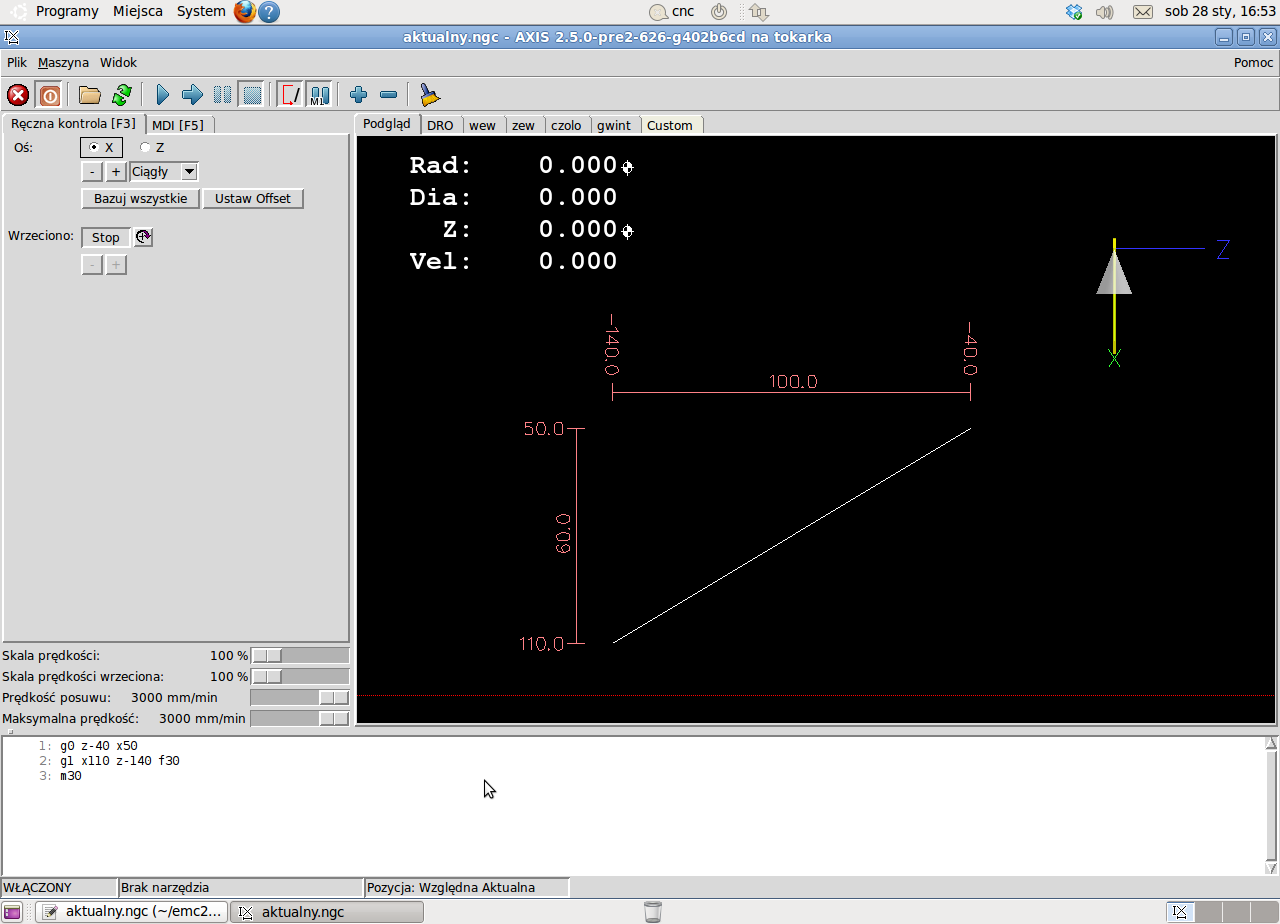
A jeszcze cudniej by było gdyby wymiar 50 i 110 był z " ø "



")