



")
Od kilku dni walczę z konfiguracją kontroli obrotów za pomocą PWM.
Kupiłem na wolumenie do testów silnik prądu stałego na 12V wraz z enkoderem.
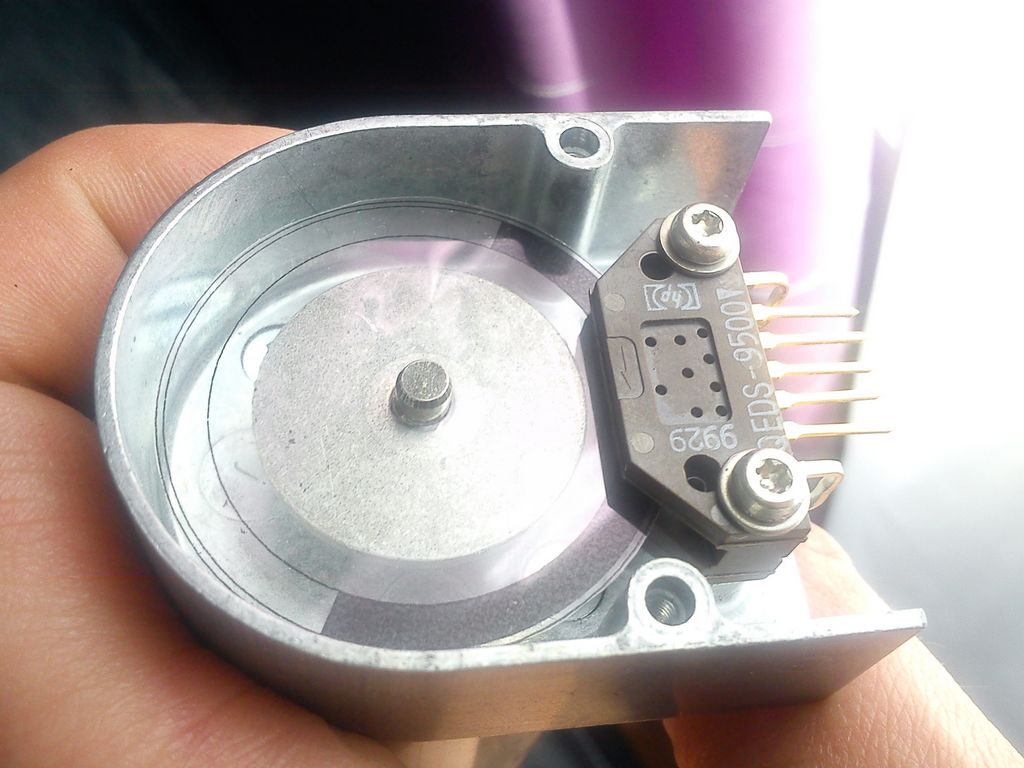
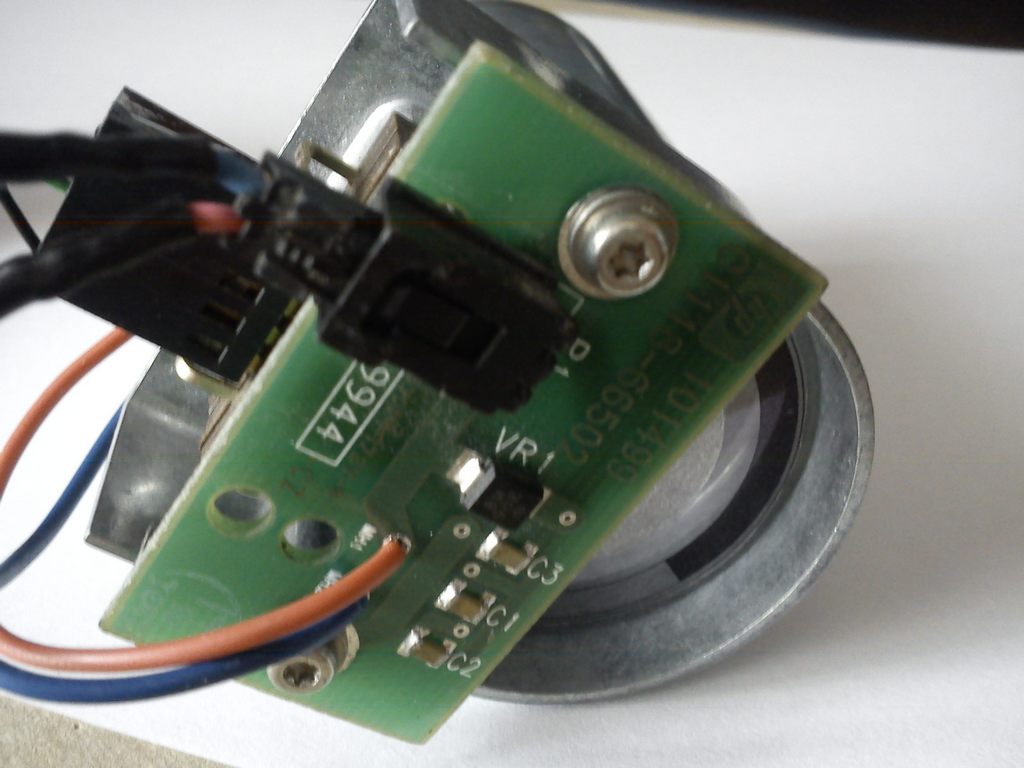
Oryginalną tarcze enkodera (
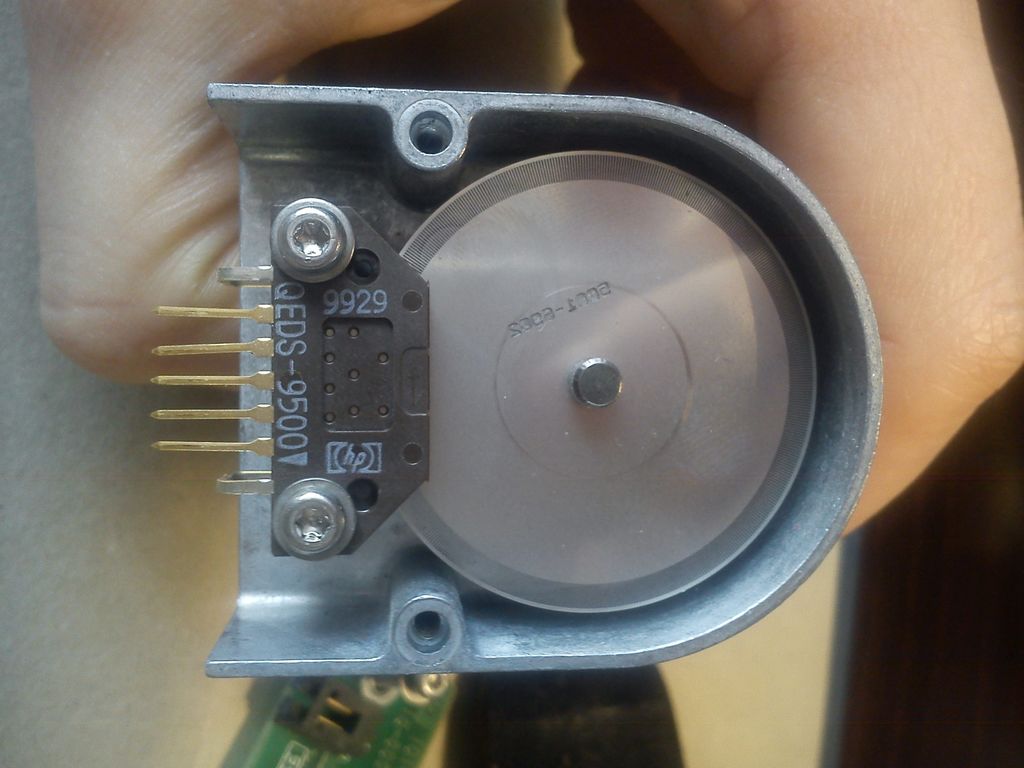 ) wymieniłem na nową dając w ten sposób odczyt 1imp/obrót.
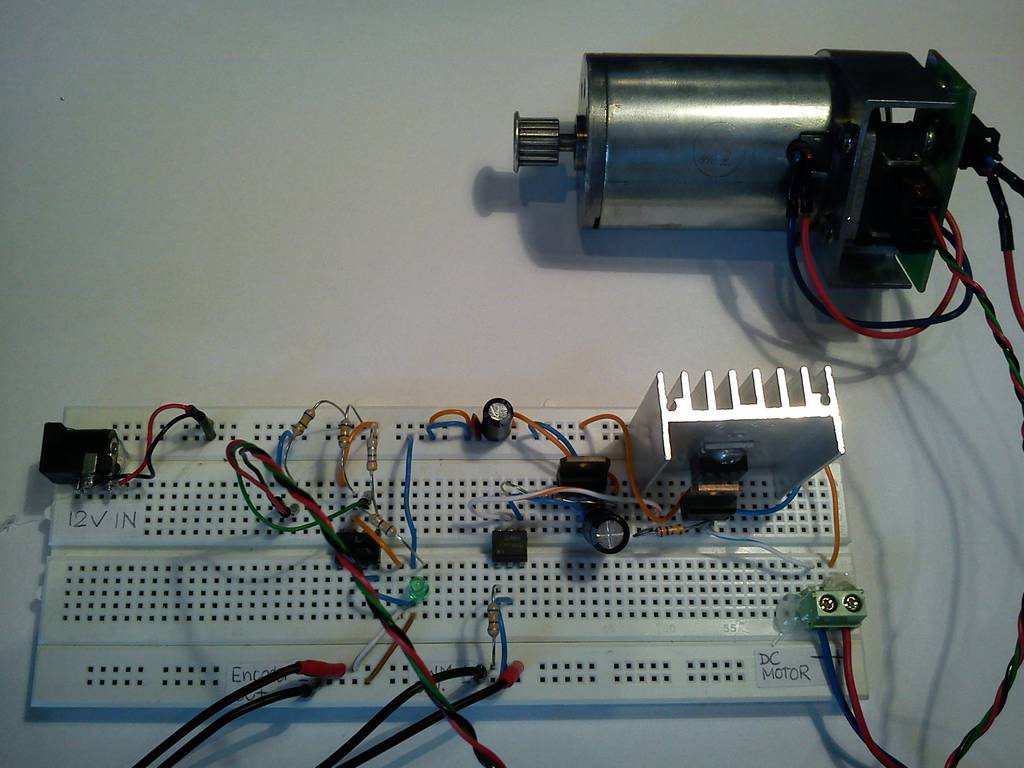
) wymieniłem na nową dając w ten sposób odczyt 1imp/obrót.Zbudowałem sterownik PWM oparty na tranzystorze MOSFET z optoizolacją CNY17, oraz dodałem LM393 do odczytu sygnałów z enkodera.
FILM
Wszystko działa jak powinno, ale...
na dzień dzisiejszy nie mogę skalibrować obrotów wrzeciona, studiowałem LinuxCNC Documentation Wiki, ściągnąłem EMC2_User_Manual.pdf dla LinuxCNC 2.5 i z google tłumacz jechałem po dziale Chapter 29 Spindle Control i nic.
Problem sprawia mi skumanie konfiguracji/kalibracji wrzeciona:

Wiem że mój silnik pracuje w zakresie od 200 do 4400 obr/min, sprawdzałem zmienną PWM Rate i sinik pracuję stabilnie w zakresie 100-200Hz, uznałem wartość 200Hz jako znalezioną.
Schody zaczęły się przy wprowadzaniu wartości dla Prędkość 1;2 oraz PWM 1;2, korzystałem z instrukcji kalibracji ale nijak się to ma do wartości obrotów zadana/rzeczywista.
Prowadziłem zapis obrotów w zakresie 500-4500 obr/min, zadając obroty 500, 1000, 1500 itd., rozbieżność nie była liniowa, dla każdej wartości (S) była inna, nie wiem gdzie robie błąd (pomijając że nie do końca rozumiem w/w zmienne).
Celem całego eksperymentu było skonfigurowanie sterowania do kontroli obrotami wrzeciona, utworzenie sprzężenia zwrotnego (enkoder) do utrzymania zadanej prędkości obrotowej podczas odciążenia wrzeciona, zgłoszenie alarmu po przekroczeniu danej tolerancji obrotów, lub zatrzymania wrzeciona.
Robiłem wszystko zgodnie z instrukcjami w podręczniku, może brak sygnału indeksu wrzeciona stanowi tu problem dla poprawnej pracy sprzężenia ...hmm.
Ehhh, żebym to ja chociaż wiedział jak działa HAL, chyba bez rozszerzenia wiedzy z tego zakresu nic tu nie zdziałam, przynajmniej odczyt obrotów działa.
Jeżeli ktoś ma jakiś pomysł, to jestem otwarty na propozycje, bardzo na pomoc
Pozdrawiam
Paweł


")

")






