 dodam że wytaczak sandvikowski promień jego może 0.1
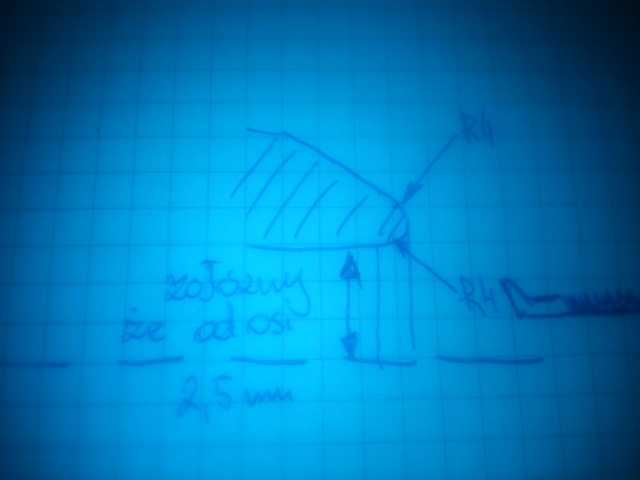
dodam że wytaczak sandvikowski promień jego może 0.1na zdjęciu błąd powinien być promień 0.4 nie r4
Obsługa, Programowanie i Budowa Maszyn Numerycznych




") dodam że wytaczak sandvikowski promień jego może 0.1
dodam że wytaczak sandvikowski promień jego może 0.1


")
Jak napisałem wcześniej ..... , daj na forum porządny rysunek , to w zamian zamiast pomysłu dostaniesz rozwiązanie.emenemsu pisze:... ktoś ma jakieś pomysły?
Takiego jeszcze nie widziałem .emenemsu pisze:... dodam że wytaczak sandvikowski promień jego może 0.1...
@emenemsu - w pierwszej chwili pomyślałem , że z G42 trochę namieszałeś ..... , ale przeglądając g- kod widzę , że od d*** strony toczysz.emenemsu pisze:hmm no to jeszcze prościej bo to i tak wynika z rysunku teoretycznie
i tak
T1200
G97 S1200 M3
G0 Z-1.0 X7.0 T12
G1 G42 Z-0.02 X5.4 F1.0
G3 W0.4 X5.0 R0.4 F0.02
G1 G40 Z5.0 F0.04
G0 X4.5
G0 Z-1.0
G0 X30.0
G0 T0
M1
...
emenemsu pisze:Po zakończeniu promienia wytaczak ma robić powierzchnię po wiertle ... więc na pewno na plus, ...
@rradek - z tym G40 z lekka ciała dałeś.rradek pisze:Na pewno po wykonaniu promienia powinieneś jechać na "-" tzn.:
G1 G40 Z-5.0 F0.04
Ja nie nazwałbym je wytaczakami.emenemsu pisze:....apropo wytaczaka no praktycznie nie ma promienia www.sandvik.coromant.com/pl-pl/products ... fault.aspx





")
")


{kind=link}
{kind=link}