Wyglada to tak
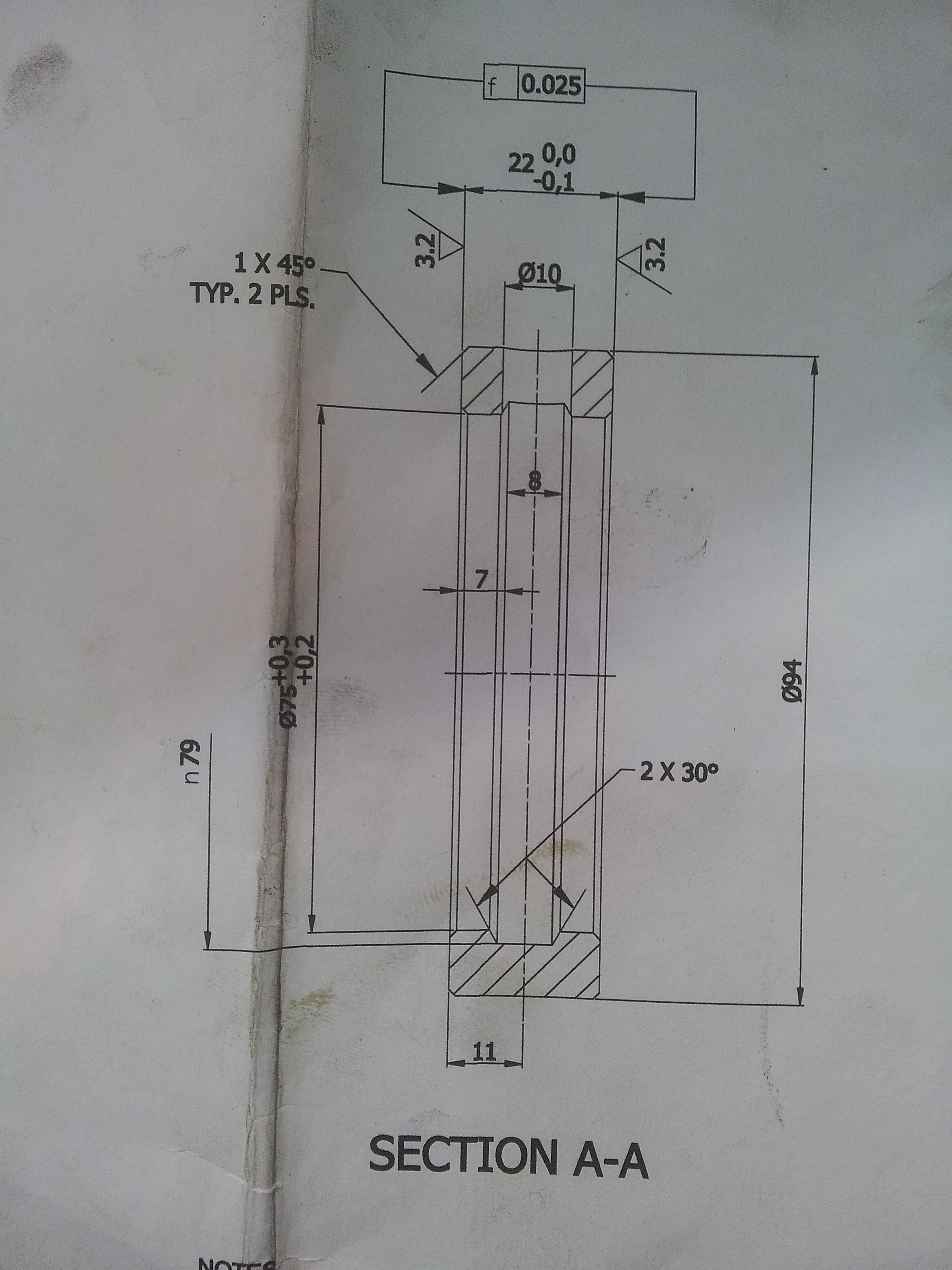
jak to zrobic?
wiem ze musze uzyc narzedzie do rowkowania, mam takie o szerokosci 3mm
Czy moge uzyc cyklu G72
moze ktos zapodac przyklad programu na to?
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")
A tu pisze , że wykona 35 stopni max.jasiu... pisze:z całym szacunkiem, ale ja bym tego noża nie użył. Przyczyna jest prosta. Ta płytka ma "od dxxx strony" kąt uniemożliwiający wykonanie kąta 30 stopni! Używam takich, to wiem
")
A ten przejdzie ?jasiu... pisze:Płytka VNGA do tego noża ma 35 stopni kąt wierzchołkowy. Problem w tym, że o ile pamiętam, żeby tym dało sie planować, to nóż ma płytkę obróconą o 3 stopnie, tak że tylna krawędź płytki jest pod kątem 38 stopni. 40 stopni bez problemu tym nożem zrobisz, ale przy 30 tył zetnie ci skos i nie ma szans na zrobienie tego.
No dobrze, jeśli ma być ładnie, a program w sinumeriku na przykład, to ja proponuję nóż do rowków, ale w programie uwzględnić 2 krawędzie tnące. D1 do wewnętrznego kąta 30 stopni i D2 do wykonania kąta od strony imaka. Najpierw wcięcie na wymiar 79-0.02 i wcinanie się, by zrobić szerokość wybrania, później skosy, a na końcu przejście wykańczające, zbierając wtedy pozostawione 0.02 na średnicy 79, żeby ładnie było.
o czymś takim: http://www.pafana.pl/sgsrl.php
Widzę , że to już nie pierwszy Twój problem z szefuńciem.solaris pisze:...
musze uzyc narzedzia do rowkowania bo inaczej szef sie wkurzy. Program kombinuje swoj inny niz szef zaproponowal.






