



Witam,
Mój problem polega na tym, że frezarka HAAS nie chce przyjąć cyklu frezowania kieszeni na podstawie konturu opisanego w podprogramie. Program główny korzysta z podprogramu, w którym opisana jest ścieżka narzędzia. G kod wygląda dokładnie tak(Jest to fragment całego kodu):
...
T03 M6;
G43 H03 M3 M8
G150 X43 Y50 Z-4 G41 J2 K0.2 F150 P2001 R1 D03 Q0.2 S3000
G0 X90,4 Y50 M9
...
Podprogram:
G1 X81
Y42
G03 X86 Y37 R5
G01 Y95
G03 X100 Y42 R5
G01 Y58
G03 X95 Y63 R5
G01 X86
G03 X81 Y58 R5
G01 Y50
X90
Wyskakiwał błąd o sprawdzenie poprawności podania parametrów G150 oraz sprawdzenie konturu więc zmieniłem kontur na czworobok- bez funkcji interpolacji kołowej. Nie przyniosło to żadnego skutku, dopisując parametr I do składni programu wyskakuje problem nr 371 "NIEWAŻNY I, J,K LUB Q Sprawdzić cykl G150 pod kątem brakujących lub błędnych wartości I, J, K lub Q"
Frezowanie kulistych kieszeni przy pomocy G12/G13 przeszło bezproblemowo. Proszę o podpowiedzi co mogę robić źle.
PS. Na początku korzystałem z freza FI 20, a, że kieszeń ma wymiar 19mm to zmieniłem na narzędzie o średnicy 5, nie przyniosło to wyeliminowania problemu.
HAAS cykl frezowania kieszeni G150 błędy
-
Przemek92
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 4
- Posty: 47
- Rejestracja: 28 sty 2015, 21:02
- Lokalizacja: Zamość
HAAS cykl frezowania kieszeni G150 błędy
Proszę o wyrozumiałość, uczę się- dziękuję z góry za pomocne odpowiedzi!
Tagi:


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: HAAS cykl frezowania kieszeni G150 błędy
@Przemek92 - nie ten dział.Przemek92 pisze:Witam,
Mój problem polega na tym, że frezarka HAAS nie chce przyjąć cyklu frezowania kieszeni na podstawie konturu opisanego w podprogramie....
O cyklu G150 co nie co możesz się dowiedzieć tutaj.
https://www.cnc.info.pl/topics90/g150-vt27449.htm
Daj rysunek i cały program - będzie nam prościej znaleźć błąd.Przemek92 pisze:Tak, M99 jest na końcu programu ale przez pomyłke nie podałem w poście. Wzorowałem się na instrukcji HAASa pisząc kod, wklepię w maszynę przykładowy program i dam znać.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 -=JaNeK=-
-=JaNeK=-
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 265
- Rejestracja: 23 kwie 2008, 22:34
- Lokalizacja: WarSZawkA
Jak sobie to rozrysowałem na kartce to wyszedł mi jakiś bohomaz więc to raczej nie ma prawa działać. Daj punkt startowy w środku kieszeni a nie na zewnątrz. Wrzuć też rysunek bo skąd ci biedni ludzie, którzy chcą Ci odpowiedzieć mają wiedzieć co chcesz zrobić 
Pomagam w:
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
-
Przemek92
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 4
- Posty: 47
- Rejestracja: 28 sty 2015, 21:02
- Lokalizacja: Zamość
Chcąc sprawdzić ścieżkę programu wrzuciłem fragment do CNC Symulatora i wygląda to tak:

(nie chce mi go poprawnie wczytać, ale wg CNC symulator ścieżka generowana jest poprawnie.
Rysunek części(wymiar szerokości u mnie w programie to 100mm a na rysunku 60mm(błąd wynika z tego, że wcześniej pisałem program na płytkę o szerokości 100 i z rozpędu pomyliłem wymiar, nie powinno to znacząco wpływać na problem)
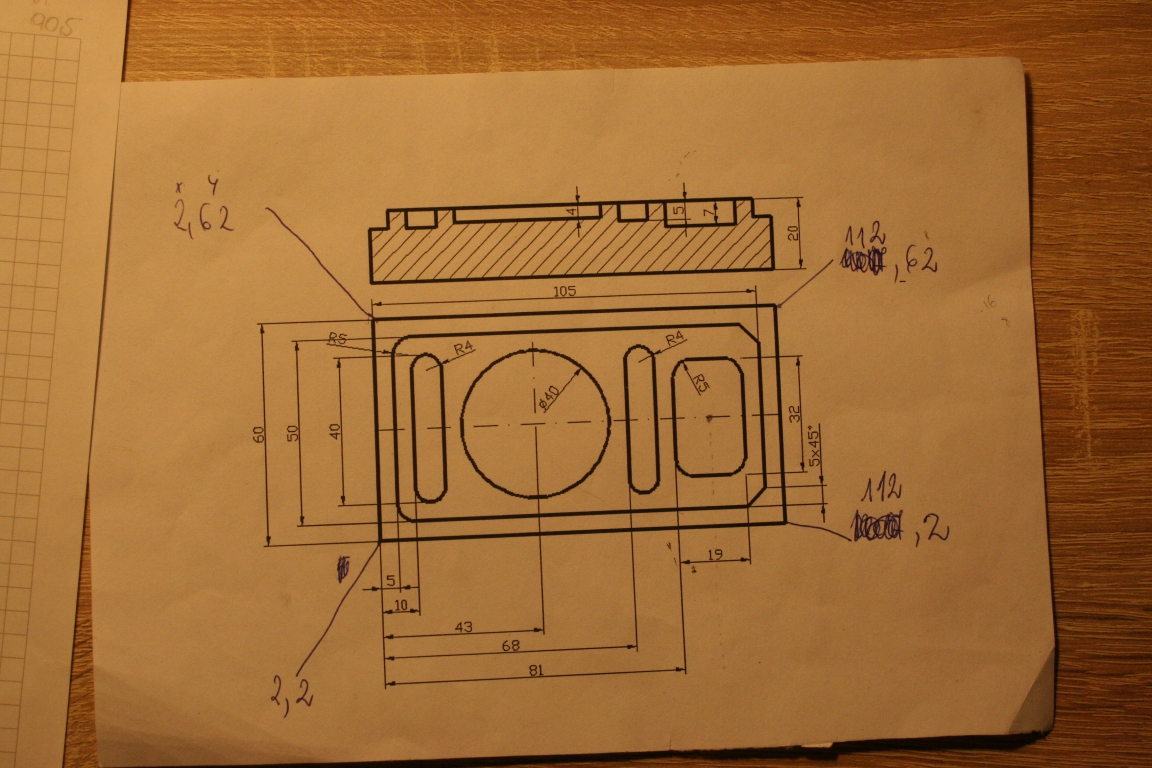
Cały program składa się tutaj z wiercenia oraz kieszeniowania(półfabrykat wcześniej splanowany):
Patrząc na powyższy wątek podesłany przez WZÓR to już nie wiem jak powinienem definiować podprogram- zapisywać go jako oddzielny program czy powinienem go ustawiać w bloku o nr programu.
Przepraszam za umieszczenie wątku nie w tym dziale.
(nie chce mi go poprawnie wczytać, ale wg CNC symulator ścieżka generowana jest poprawnie.
Rysunek części(wymiar szerokości u mnie w programie to 100mm a na rysunku 60mm(błąd wynika z tego, że wcześniej pisałem program na płytkę o szerokości 100 i z rozpędu pomyliłem wymiar, nie powinno to znacząco wpływać na problem)
Cały program składa się tutaj z wiercenia oraz kieszeniowania(półfabrykat wcześniej splanowany):
Kod: Zaznacz cały
o0101
G90 G55
T04 M6
G43 H04
S2500 M03 F50.
G0 X43 Y50 Z10
G0 Z1 M8
G1 -4
G0 Z1 M9
Z5
X90.5
Z1 M8
G1 Z-5
G0 Z5 M9
Z200
T03 M6 (frez palcowy 5mm)
G43 H03
M3
G0 X90.5 Y50.
G150 X90.5 Y50. Z-5. G41 D03 F150 J2 F0.2 P3001 Q0.2 R1 S3000
Podprogram:
O03001
G1 X81
Y42
G03 X86 Y37 R5
G01 Y95
G03 X100 Y42 R5
G01 Y58
G03 X95 Y63 R5
G01 X86
G03 X81 Y58 R5
G01 Y50
X90
M99
Patrząc na powyższy wątek podesłany przez WZÓR to już nie wiem jak powinienem definiować podprogram- zapisywać go jako oddzielny program czy powinienem go ustawiać w bloku o nr programu.
Przepraszam za umieszczenie wątku nie w tym dziale.
Proszę o wyrozumiałość, uczę się- dziękuję z góry za pomocne odpowiedzi!
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Szczegół , ale brak znaku ,,%'' na początku i na końcu programu.Przemek92 pisze:Chcąc sprawdzić ścieżkę programu wrzuciłem fragment do CNC Symulatora i wygląda to tak:
(nie chce mi go poprawnie wczytać, ale wg CNC symulator ścieżka generowana jest poprawnie.
Rysunek części(wymiar szerokości u mnie w programie to 100mm a na rysunku 60mm(błąd wynika z tego, że wcześniej pisałem program na płytkę o szerokości 100 i z rozpędu pomyliłem wymiar, nie powinno to znacząco wpływać na problem)
Cały program składa się tutaj z wiercenia oraz kieszeniowania(półfabrykat wcześniej splanowany):
Kod: Zaznacz cały
o0101 G90 G55 T04 M6 G43 H04 S2500 M03 F50. G0 X43 Y50 Z10 G0 Z1 M8 G1 -4 G0 Z1 M9 Z5 X90.5 Z1 M8 G1 Z-5 G0 Z5 M9 Z200 T03 M6 (frez palcowy 5mm) G43 H03 M3 G0 X90.5 Y50. G150 X90.5 Y50. Z-5. G41 D03 F150 J2 F0.2 P3001 Q0.2 R1 S3000 Podprogram: O03001 G1 X81 Y42 G03 X86 Y37 R5 G01 Y95 G03 X100 Y42 R5 G01 Y58 G03 X95 Y63 R5 G01 X86 G03 X81 Y58 R5 G01 Y50 X90 M99
Usuń z programu słowo ,, Podprogram'' .... , bo się wie.
Przy narzędziu T03 określ obroty .... , bo się nie wie.
M30 brakuje.
..... kropek nie widzę.
..... tylko tyle na obecną chwilę mogę sprawdzić (czasu brak).
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Przemek92
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 4
- Posty: 47
- Rejestracja: 28 sty 2015, 21:02
- Lokalizacja: Zamość
Cykl udało mi się uruchomić, coś poszło ale też i coś poszło nie tak. Efekt mojej dzisiejszej pracy wygląda tak:
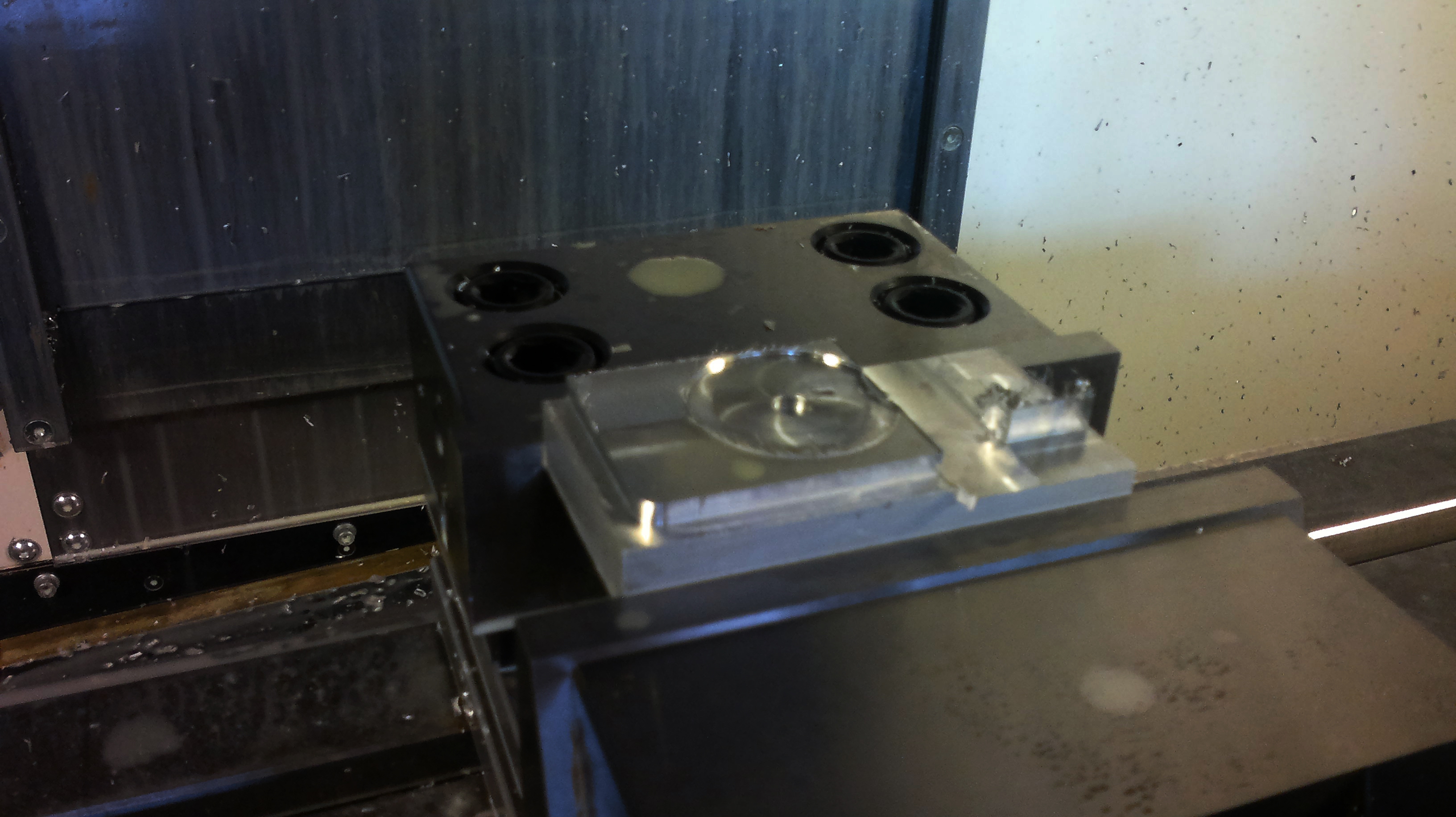
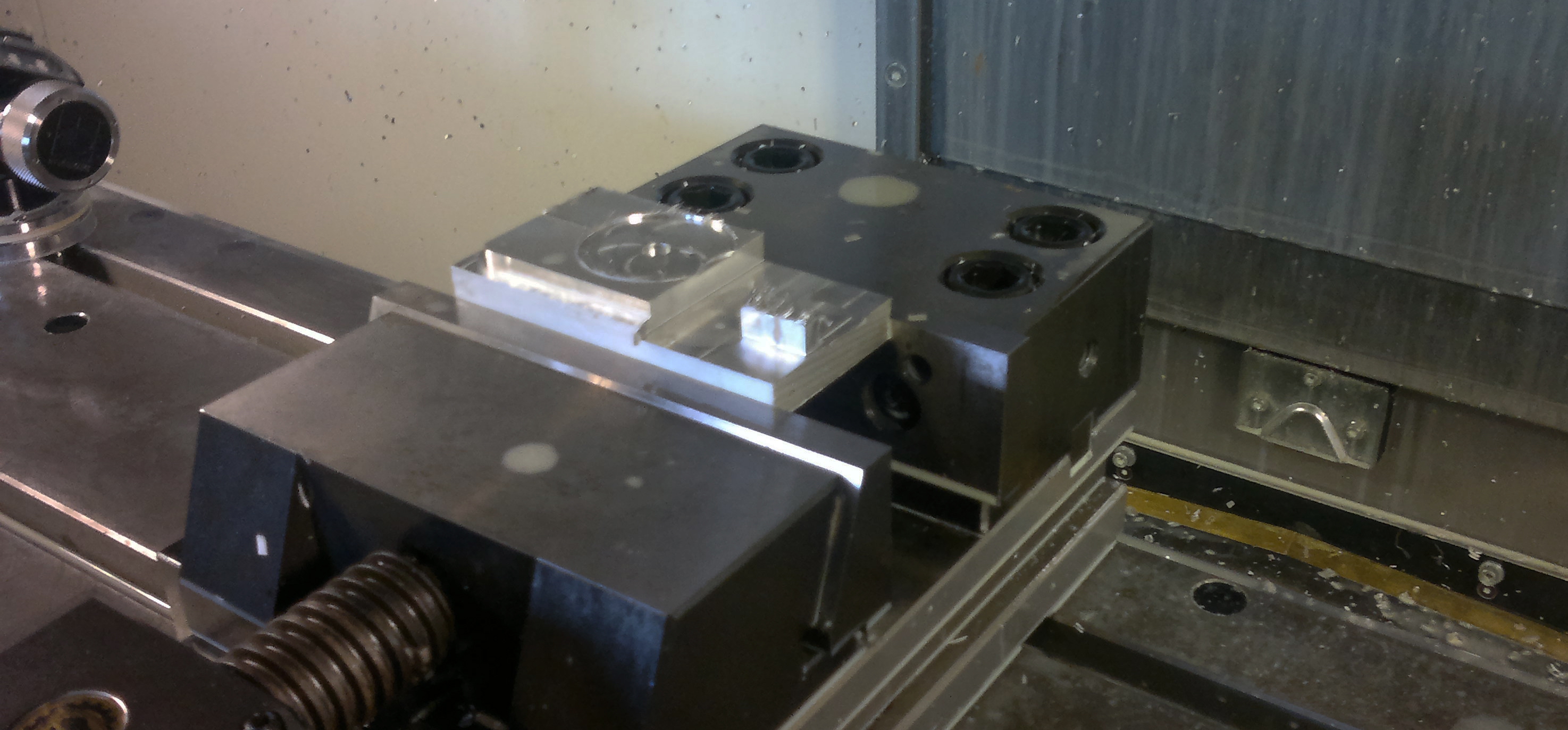
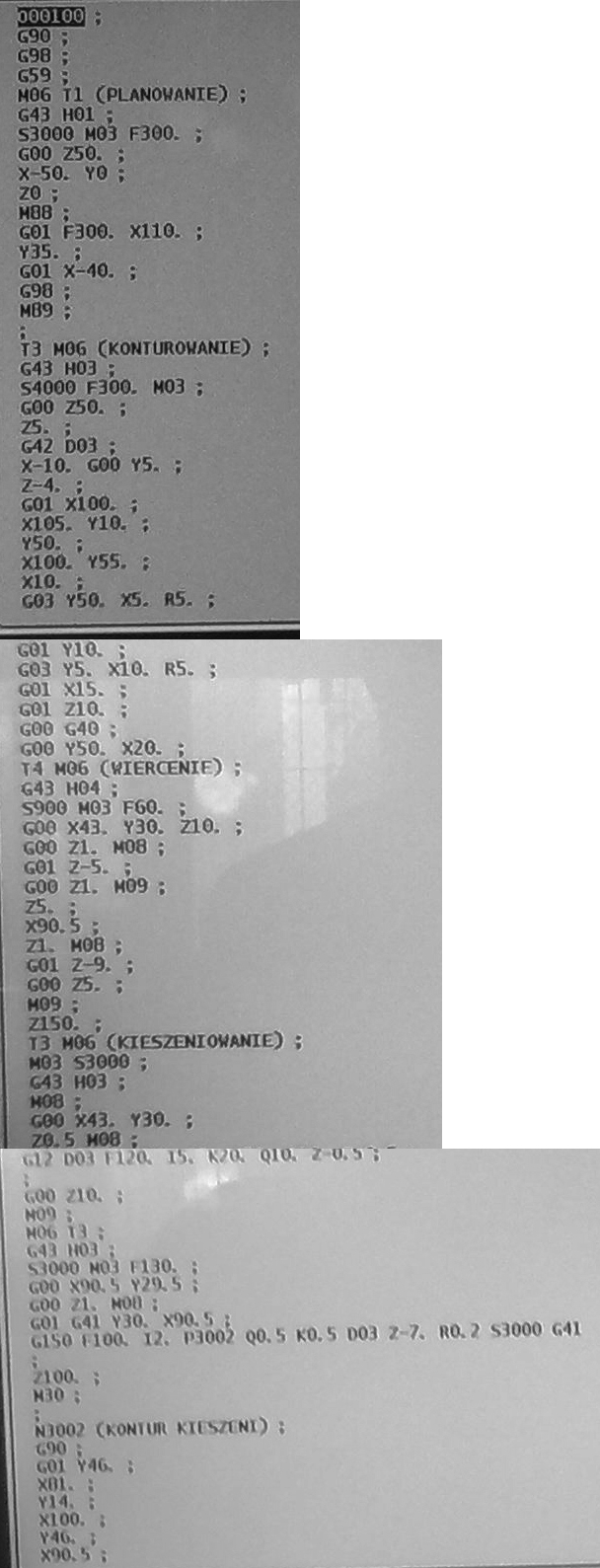
Kieszeń G150 nie wyszła kieszenią...a kompletny kod prosto z maszyny wygląda tak (na końcu brak tylko M99 ale istnieje!):
Nie mam pomysłu co tu nie gra :
Kieszeń G150 nie wyszła kieszenią...a kompletny kod prosto z maszyny wygląda tak (na końcu brak tylko M99 ale istnieje!):
Nie mam pomysłu co tu nie gra :
Proszę o wyrozumiałość, uczę się- dziękuję z góry za pomocne odpowiedzi!






