



Proszę o odp na pyt:
1. Czy możliwe jest wyjechanie za osie (z i x) pisząc program, czy maszynka winna
wskazać błąd i nie ruszyć?
2. Jak wrócić na osie (do osi z jest korbka, x nie wiem)?
Do tych usterek wzywam elektronkia, jednak nie chce zdradzic jak to robi.
Sprawa dotyczy niemieckiej tokarki, do ktróej na wskutek braku instrukcji dochdzę metodą prób i błędów.
Programuje w kodach ISO.
Pozdrawiam LLukaszek
Głowica narzędziowa za osią (tokarka).



")
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Nie wiem na 100%, ale są to najprawdopodobniej objawy najazdu na krańcówkę. Ty musisz wyczuć - tą fizyczną, wciskaną odpowiednią krzywką, przy najeździe, czy tą programową, gdzieś w pamięci maszyny (jak np. w Pronumie).
I w jednym i w drugim przypadku masz dwie możliwości - fizyczne odkręcenie i przestawienie krańcówki albo (m. in. w fanukach) wyłączenie jej albo przyciskiem, albo przełącznikiem. Z krańcówek programowych najczęściej da się zjechać normalnie, przełączając na ruchy ręczne. Acha - odpowiedni wyłącznik (to się będzie nazywało jakoś tak "by pass xxx") jest w szafie sterowniczej. Acha - gdybyś odkręcał krańcówkę, pamiętaj ją po powrocie dokładnie w to samo miejsce ustawić i przykręcić.
Problem w tym, że tak się dziać nie powinno, bo krańcówki programowe powinny nie dopuścić do wjazdu na tą rzeczywistą. Zależy jeszcze jakie masz sterowanie, napisz więcej na ten temat.
I w jednym i w drugim przypadku masz dwie możliwości - fizyczne odkręcenie i przestawienie krańcówki albo (m. in. w fanukach) wyłączenie jej albo przyciskiem, albo przełącznikiem. Z krańcówek programowych najczęściej da się zjechać normalnie, przełączając na ruchy ręczne. Acha - odpowiedni wyłącznik (to się będzie nazywało jakoś tak "by pass xxx") jest w szafie sterowniczej. Acha - gdybyś odkręcał krańcówkę, pamiętaj ją po powrocie dokładnie w to samo miejsce ustawić i przykręcić.
Problem w tym, że tak się dziać nie powinno, bo krańcówki programowe powinny nie dopuścić do wjazdu na tą rzeczywistą. Zależy jeszcze jakie masz sterowanie, napisz więcej na ten temat.
-
marcow
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 11
- Rejestracja: 21 sty 2011, 11:39
- Lokalizacja: Internet
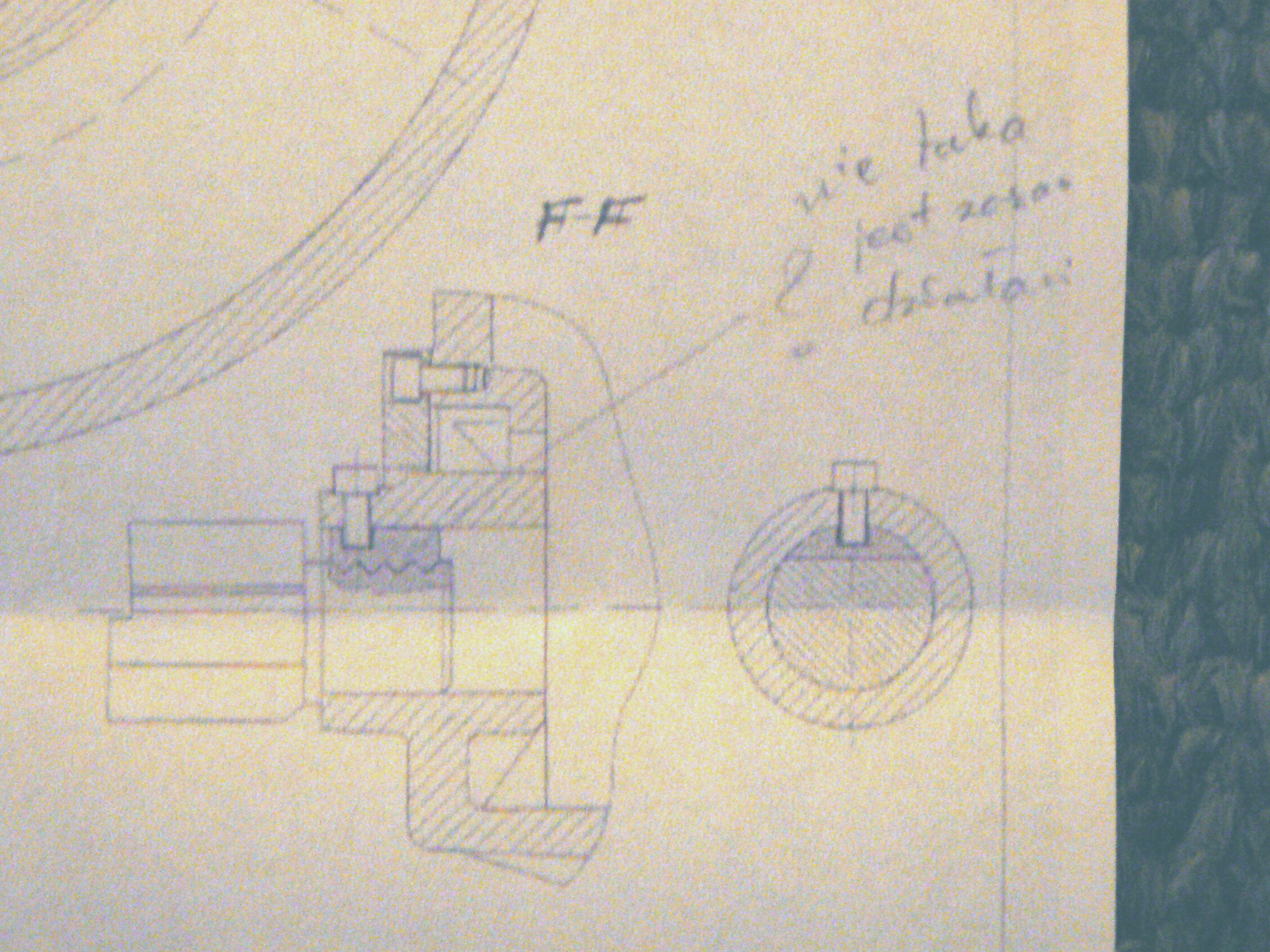
Mocowanie uchwytu narzedziowego w głowicy rewolwerowej
Witam
Czy mógłby mi ktoś pomóc i napisać lub przesłać jakiś szkic czy rysunek jak się mocuje uchwyt narzędziowy np. w głowicy rewolwerowej. Uchwyt ten mocowany jest na jakąś wkładkę z zębnikiem odwzorowującą zębnik na uchwycie. Poprzez dokręcanie śruby zębniki się zazębiają.
Czy mógłby mi ktoś pomóc i napisać lub przesłać jakiś szkic czy rysunek jak się mocuje uchwyt narzędziowy np. w głowicy rewolwerowej. Uchwyt ten mocowany jest na jakąś wkładkę z zębnikiem odwzorowującą zębnik na uchwycie. Poprzez dokręcanie śruby zębniki się zazębiają.





