



Witam,
mam problem z zastosowaniem g42.
dxf2gcode tworzy mi gcoda, który bez włączonej kompensacji narzędzia zgadza się w każdym miejscu?Początek i koniec cięcia jakoś dziwnie się rozjeżdża po załączeniu g42.Co robić?
Pliczek w załączniku
dxf2gcode i kompensacja narzędzia
-
 syntetyczny
syntetyczny
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
dxf2gcode i kompensacja narzędzia
- Załączniki
-
- platek sniegu.zip
- Płatek śniegu
- (115.54 KiB) Pobrany 347 razy
Tagi:


-
syntetyczny
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
syntetyczny pisze:No niestety nic to nie dało;/
Nie wiem dlaczego u Ciebie wychodzi inaczej ?
W załączniku ,,bez tytułu 2'' zmieniłem punk wejścia / wyjścia freza ... i dalej nie widzę problemu.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
syntetyczny
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
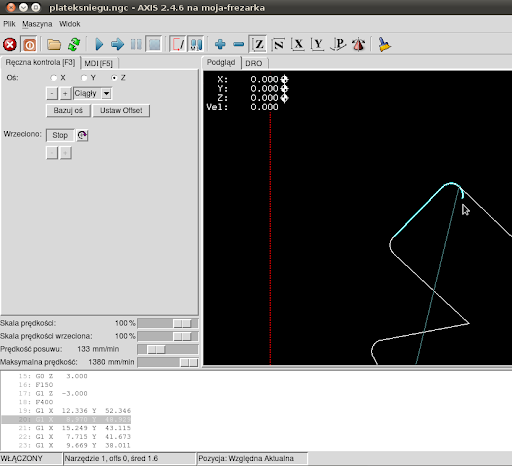
W programie , który edytowałem nie widzę żadnego błędu.
....
G0 Z 25.000
G0 G42 X 12.336 Y 52.346
G0 Z 3.000
F150
G1 Z -3.000
F400
G1 X 12.336 Y 52.346
...
problem tkwi w Twojej symulacji.
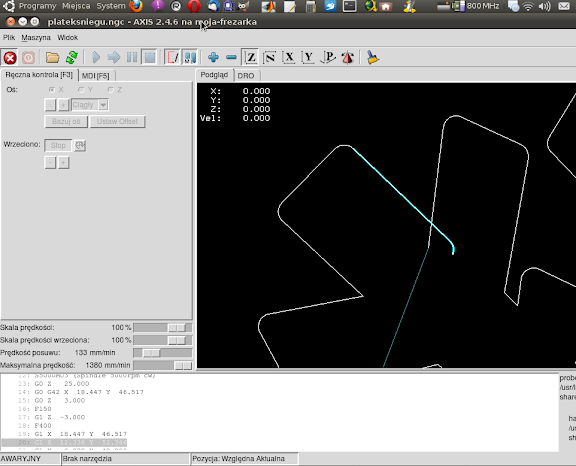
Wracając do samego początku.... w Twoim programie nie potrafię zrozumieć jego początku.
...
G0 Z 5.000
G0 X 20.682 Y 47.702
G0 Z 3.000
F150
G1 Z -3.000
F400
G42
G1 X 20.709 Y 46.571
G2 X 18.447 Y 46.517 I -1.158 J 1.104 (*)
G1 X 12.336 Y 52.346
...
(*) - ruch bez sensu.
....
G0 Z 25.000
G0 G42 X 12.336 Y 52.346
G0 Z 3.000
F150
G1 Z -3.000
F400
G1 X 12.336 Y 52.346
...
problem tkwi w Twojej symulacji.
Wracając do samego początku.... w Twoim programie nie potrafię zrozumieć jego początku.
...
G0 Z 5.000
G0 X 20.682 Y 47.702
G0 Z 3.000
F150
G1 Z -3.000
F400
G42
G1 X 20.709 Y 46.571
G2 X 18.447 Y 46.517 I -1.158 J 1.104 (*)
G1 X 12.336 Y 52.346
...
(*) - ruch bez sensu.
Ostatnio zmieniony 11 gru 2010, 20:35 przez WZÓR, łącznie zmieniany 1 raz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
syntetyczny
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:






