



")
Podstawowe założenia są takie:
- pole pracy 60x40 cm
- głowica do nakładania pasty
- głowica obrotowa do układania elementów
- sterowanie LinuxCNC
Jest to moja pierwsza eksperymentalna konstrukcja, która posłuży jako poligon doświadczalny, bo w planach mam już drugą. Projektu nie będę pokazywał, bo chociaż był dosyć szczegółowy, to to co powstało już znacznie od niego odbiega, więc nie będę wprowadzał zamieszania. Maszynka powstaje z komponentów, które mam pod ręka z minimalnym wkładem finansowym, dlatego to trochę "rzeźbiona" konstrukcja.
Na początku będzie to prosta maszyna, nakładająca pastę i elementy. Robię ją pod konkretne prace, więc nie będzie to od razu uniwersalny automat, ale będę do tego dążył. Wyniki moich eksperymentów pokażę w tym temacie. Pozycjonowanie pola pracy i centrowanie "wymagających" elementów będzie zrealizowane najpierw mechanicznie, ale w planach mam system wizyjny oparty o OpenCV. Sześcioma silnikami będzie sterował LinuxCNC. Mam już koncepcję programu/skryptu, który przygotuje gkody sterujące ruchem maszyny na podstawie danych wygenerowanych z eagle. W następnym etapie chcę bardziej zminiaturyzować głowice i dać ich większą ilość. Wersja "beta" maszyny powstanie raczej dość szybko (jeszcze kilka dni), a przy unowocześnianiu mam nadzieję, że będę mógł liczyć na pomoc kolegów.
Tyle gadania, teraz trochę zdjęć z poligonu.
Sterowniki od zelrp, silniki o markcomp77 i z Wobit-u (najmniejsze na głowice)

Wstępnie skręcona konstrukcja z profili, które kupiłem kiedyś okazyjnie.

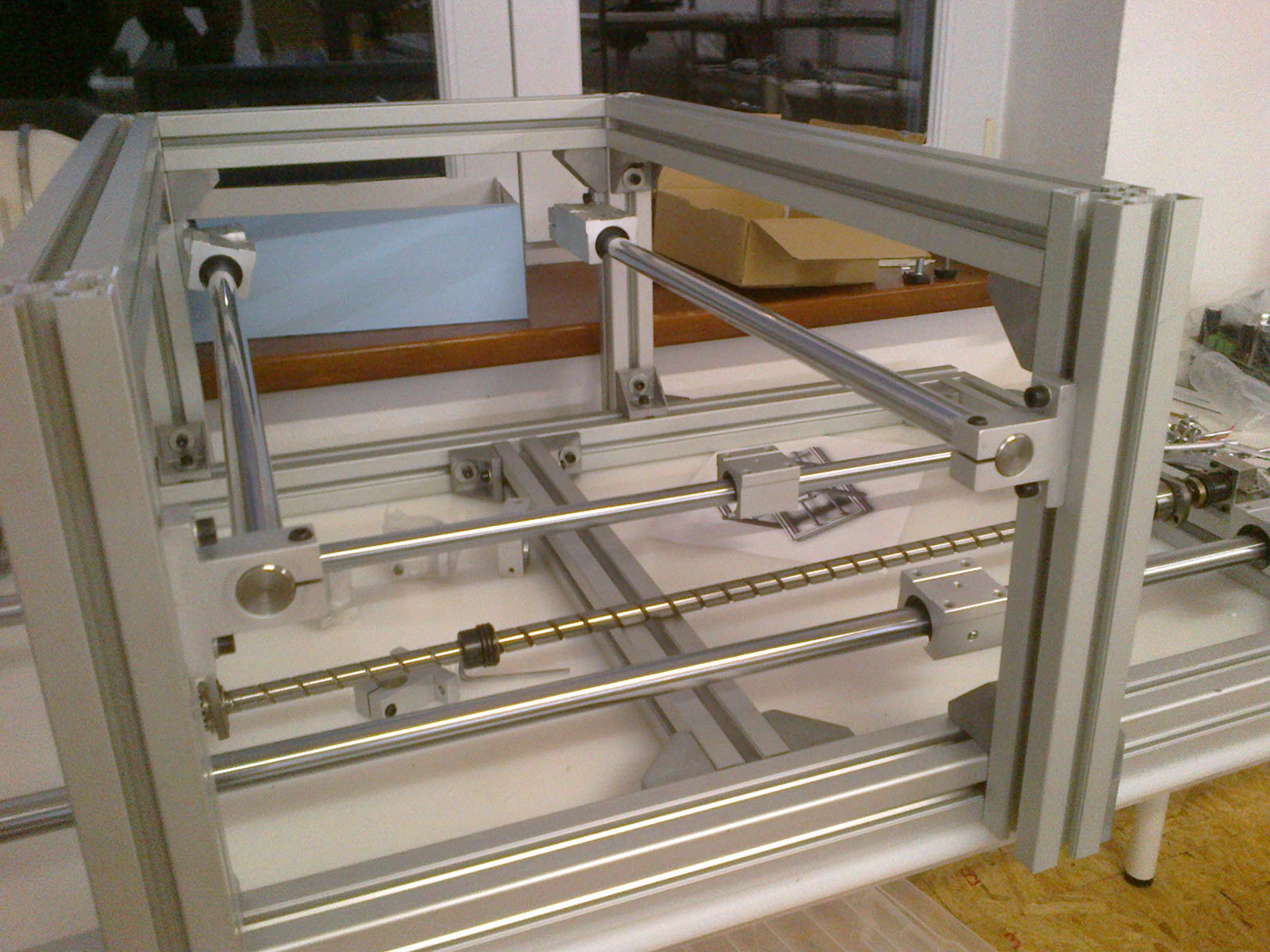
Maszyna przymierzona do podstawy.

Tu już podstawa pomalowana i kolejny etap montażu. Komputer z zainstalowanym LinuxCNC + monitor.

Komputer nie ma dysku, system zainstalowałem na karcie pamięci - uruchamia się w kilkanaście sekund. Emc2 wyrzuca mi jakiś komunikat przy starcie związany z jądrem czasu rzeczywistego, ale frezarkę steruje potem dobrze, jak uruchomię go przy tej maszynie to będę pewnie miał pytania z tym związane, do bardziej obeznanych w temacie.

Jakby oś Z, tu będą zainstalowane dwie głowice.
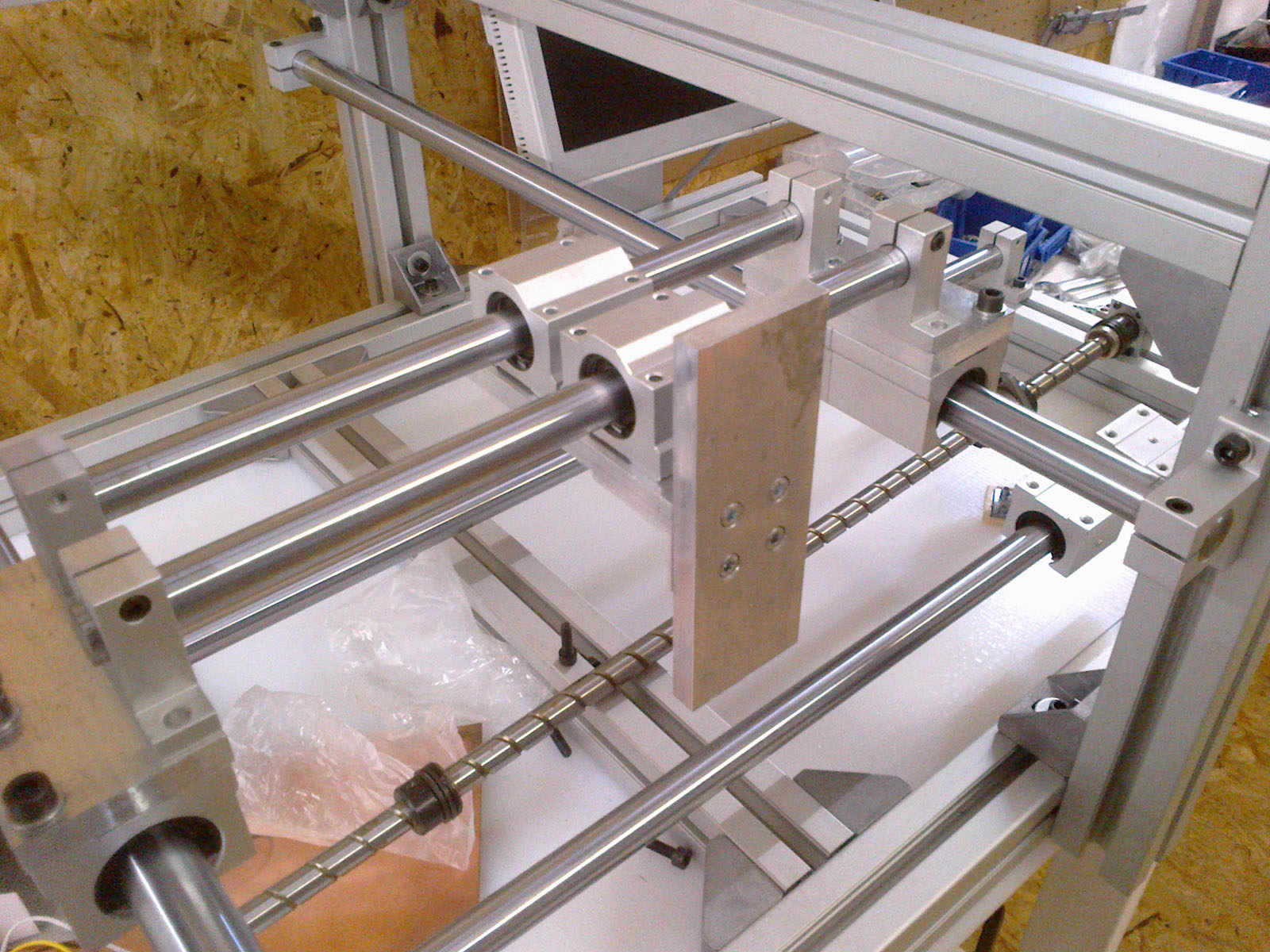
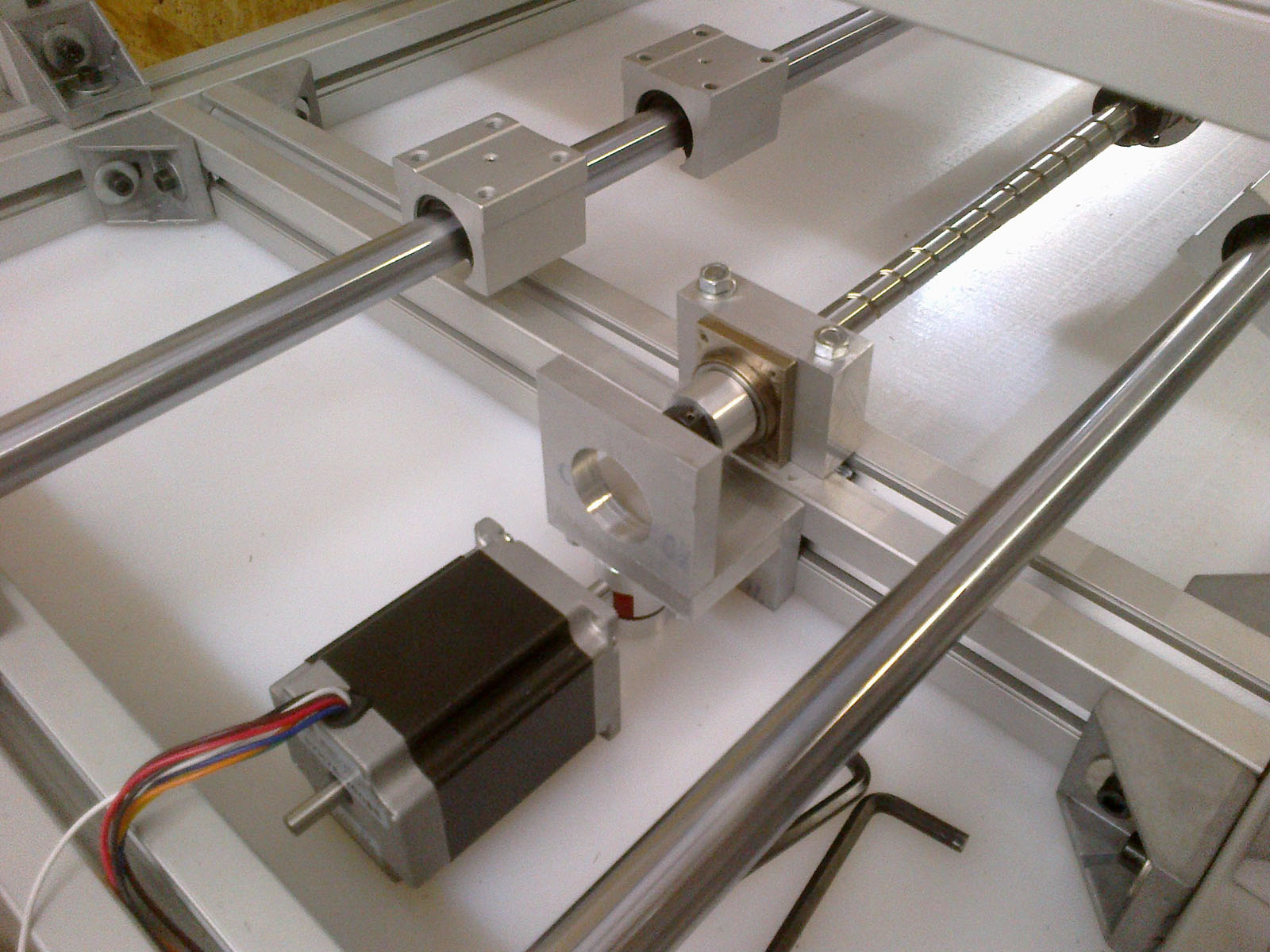
Blat roboczy napędzany śrubą. W projekcie był pasek, ale ta śruba już długo leży w moich zasobach, więc ją tu wcisnąłem

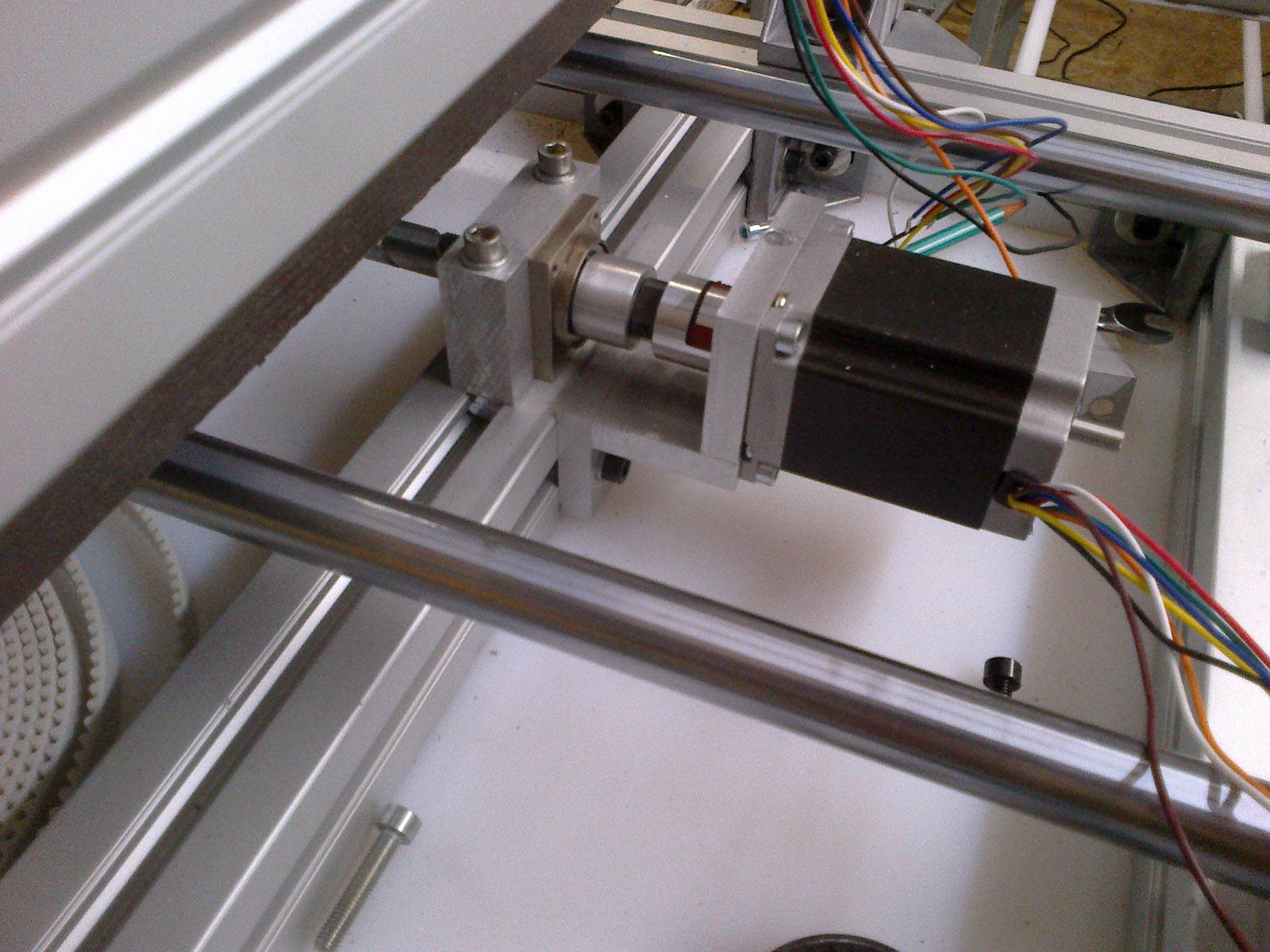
Reszta osi na paskach.

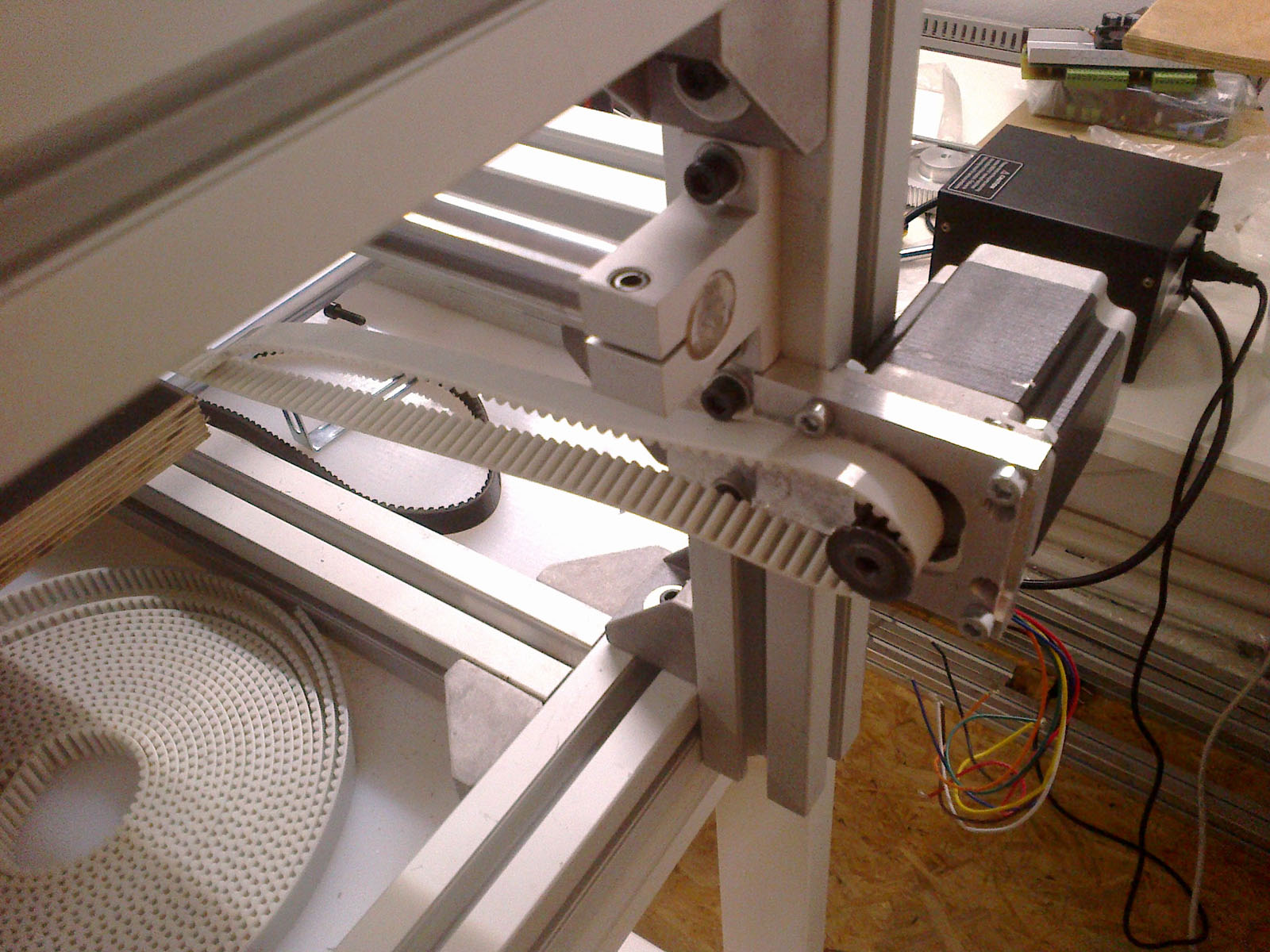
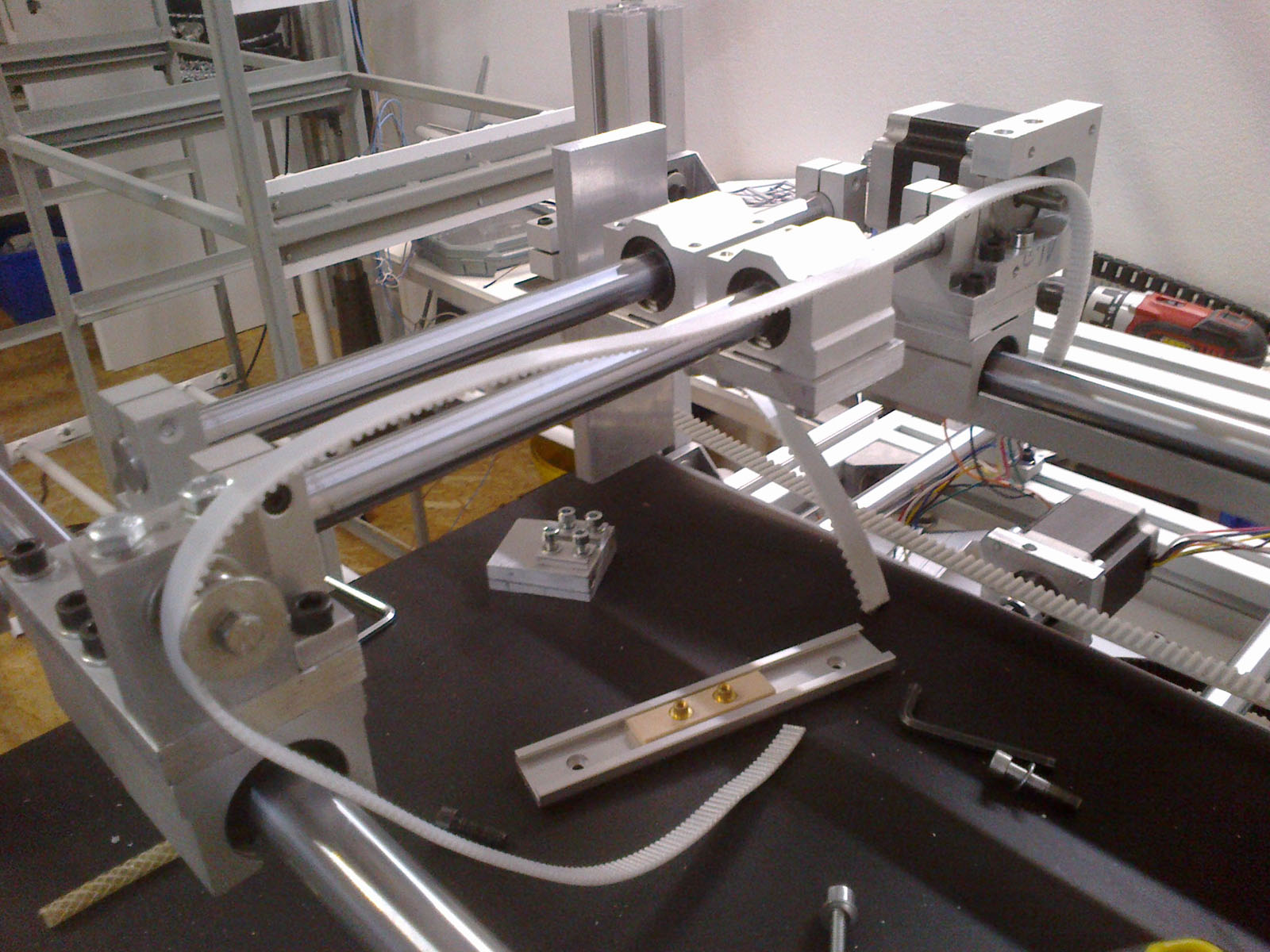
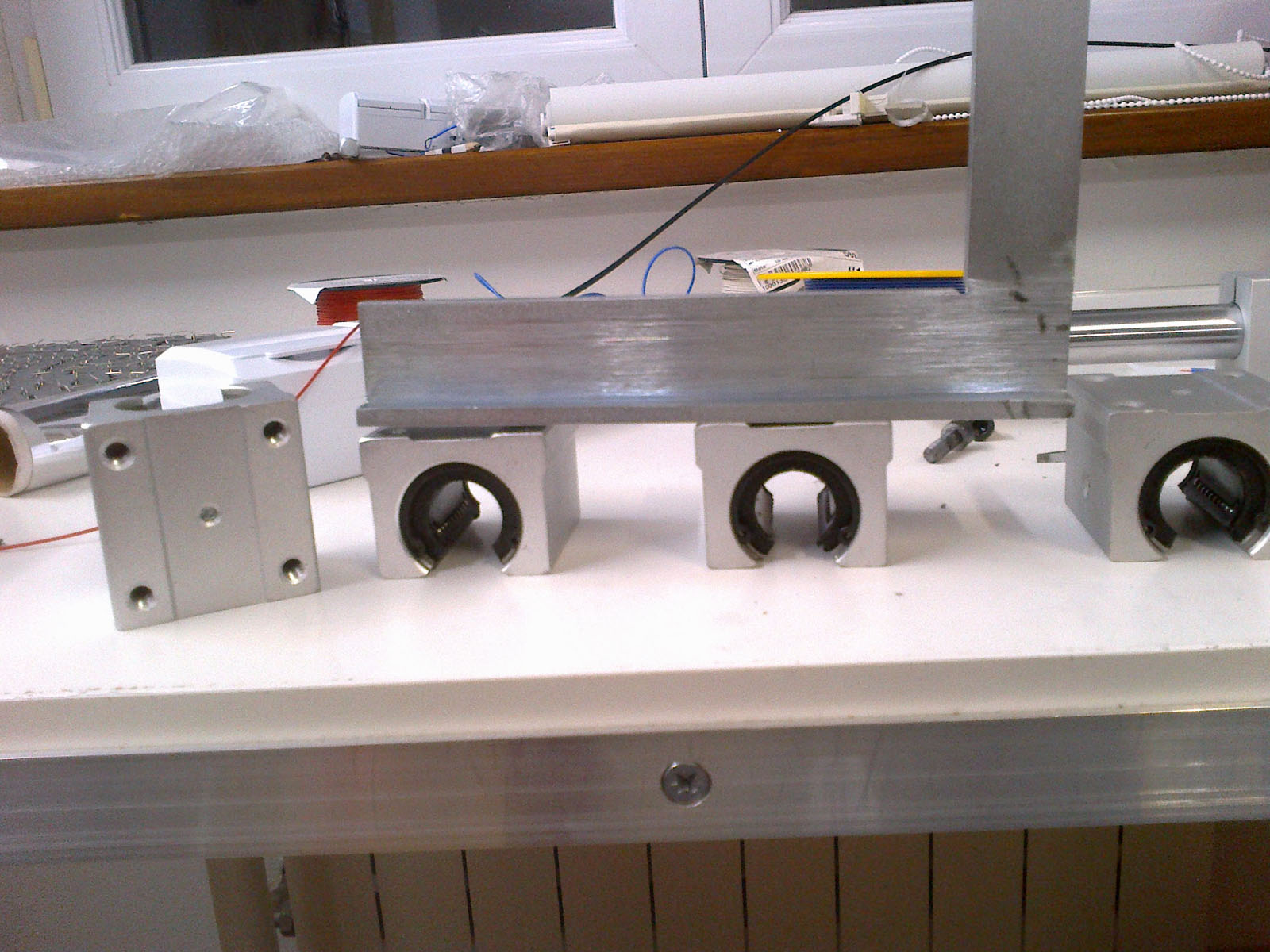
A tu tanio kupiłem łożyska w oprawach
Jak już wyżej pisałem mam w planach drugą taką maszynę i to mnie trochę zgubiło. Z oszczędności podzieliłem zasoby profili od razu na dwie i mści się to teraz, bo w praniu wyszło, że przesadziłem ze zmniejszaniem wymiarów. No cóż stąd będzie to "rzeźbiona" konstrukcja, dlatego nie pytajcie, dlaczego to czy tamto wystaje, tak już musi być w tej wersji. Drugą zrobię lepiej
cdn...









