



A więc Macie może jakiś fajny patencik na automatyczny STOP maszynki na wypadek takowego przypadku ??
Zabezpieczenie antyklolizyjne maszyny,wrzeciono szczotkowe
-
 KAJOS
KAJOS
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1301
- Rejestracja: 10 gru 2006, 00:22
- Lokalizacja: NISKO
Zabezpieczenie antyklolizyjne maszyny,wrzeciono szczotkowe
Nieszcześcia chodzą po ludziach wiec potrzeba matka wynalazku  Na pewno zdzrzyło się nieraz że maszyna pozostawała bez opieki i cos tam frezowała co jej zagie-kodowaliśmy.... A co w sytuacji gdy w Waszym kresiku zakończą swój żywot szczotki a maszyna nie wiedząc o tym ciągnie martwego frezika ?
Na pewno zdzrzyło się nieraz że maszyna pozostawała bez opieki i cos tam frezowała co jej zagie-kodowaliśmy.... A co w sytuacji gdy w Waszym kresiku zakończą swój żywot szczotki a maszyna nie wiedząc o tym ciągnie martwego frezika ?
A więc Macie może jakiś fajny patencik na automatyczny STOP maszynki na wypadek takowego przypadku ??
A więc Macie może jakiś fajny patencik na automatyczny STOP maszynki na wypadek takowego przypadku ??
Żeby coś wynaleźć wystarczy odrobina wyobraźni i sterta złomu.

Tagi:


-
chaos
- Administrator
-
Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 654
- Rejestracja: 29 maja 2004, 12:49
- Lokalizacja: Augustów
- Kontakt:

Witam
Można by zrobić układ wykrywający pobór prądu przez wrzeciono.
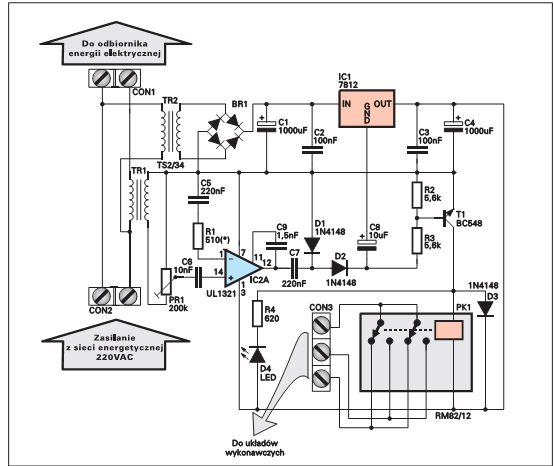 - może coś takiego. Układ jak wykryje prąd włącza przekażnik.
- może coś takiego. Układ jak wykryje prąd włącza przekażnik.
Można by zrobić układ wykrywający pobór prądu przez wrzeciono.
- może coś takiego. Układ jak wykryje prąd włącza przekażnik.Akcesoria CNC - EBMiA.pl
Elementy Budowy Maszyn i Automatyki
www.ebmia.pl
MECHANIKA * AUTOMATYKA * PNEUMATYKA * NARZĘDZIA * BHP, CHEMIA * TWORZYWA SZTUCZNE
Elementy Budowy Maszyn i Automatyki
www.ebmia.pl
MECHANIKA * AUTOMATYKA * PNEUMATYKA * NARZĘDZIA * BHP, CHEMIA * TWORZYWA SZTUCZNE
-
Leoo
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4017
- Rejestracja: 15 lis 2006, 22:01
- Lokalizacja: Tarnobrzeg
Radzę jednak sprawdzić pobór prądu, kiedy wrzeciono nie jest obciążone. Może się okazać za mały do wysterowania przekładnika i maszyna stanie. Lepszym może okazać się impulsator na osi, podłączony do obrotomierza, który można wyregulować tak, by wyłączył maszynę kiedy obroty spadną poniżej pewnej wartości, ustalanej np. procentowo. Oczywiście sytuacja taka też będzie miała miejsce, kiedy stępi się frez.
Impulsator może być optyczny, refleksyjny albo magnetyczny.
Dremelek w wersji cyfrowej mają stabilizację obrotów, może ktoś rozbierał i zdradzi na czym jest to zrobione?
Jest jeszcze jedna kwestia: zabezpieczenie nie może unieruchomić maszyny kiedy wrzeciono wyłączymy ręcznie
Impulsator może być optyczny, refleksyjny albo magnetyczny.
Dremelek w wersji cyfrowej mają stabilizację obrotów, może ktoś rozbierał i zdradzi na czym jest to zrobione?
Jest jeszcze jedna kwestia: zabezpieczenie nie może unieruchomić maszyny kiedy wrzeciono wyłączymy ręcznie
-
 termit_tm
termit_tm
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 702
- Rejestracja: 01 lis 2005, 20:02
- Lokalizacja: Leszno
ja bym powiedział że to jest to za co kochamy nasze maszynkiNa pewno zdzrzyło się nieraz że maszyna pozostawała bez opieki i cos tam frezowała co jej zagie-kodowaliśmy....
U siebie rozwiązałem to mniej profesjonalnie ale za to prosto i skutecznie a więc dobrałem tak bezpieczniki sterowników ze palą się w przypadku kolizji maszyny, to samo dzieje się przy zatrzymaniu wrzeciona czy tez wjechaniu w materiał na posuwie szybkim
dodam jeszcze tylko ze pracuje na serwach i UHU a te gdy jest potrzeba potrafią brać bardzo duży prąd i może dlatego rozwiązanie z bezpiecznikami jest tak skuteczne, na "krokowcach" może nie być tak różowo ...
co do szczotek we wrzecionie to i tak na bieżąco radził bym je kontrolować przynajmniej co te 10h-20h pracy (zależy na ile starczają Ci szczotki) bo możesz sobie uszkodzić komutator lub nawet spalić wirnik gdy skończą się szczotki ...
-
KAJOS
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1301
- Rejestracja: 10 gru 2006, 00:22
- Lokalizacja: NISKO
Szczotki bosch-owskie z zabezpieczeniem (po przetarciu do minimum otwiera się "okienko" dla bolczyka na sprężynie i odciąga szczotke od komutatora ).Najlepiej to podłaczyc sie pod włacznik wrzecionka i szczotki + przekaźnik - ale gwarancja ? 
A miało byc tak prosto
[ Dodano: 2010-09-04, 20:27 ]
Nikt nie ma ciekawego pomysłu ??
A miało byc tak prosto
[ Dodano: 2010-09-04, 20:27 ]
Nikt nie ma ciekawego pomysłu ??
Żeby coś wynaleźć wystarczy odrobina wyobraźni i sterta złomu.
-
Seemann
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 277
- Rejestracja: 21 lis 2006, 12:22
- Lokalizacja: Polkowice
Ja mam niemal taki sam pomysł co Leoo.
Ale nie wiem czy to się sprawdzi w przypadku kressa.
Na osi zamontować impulsator i porównywać prędkość zadaną z prędkością rzeczywistą wrzeciona.
W przypadku ręcznego wyłączenia wrzeciona nie wystąpi żaden alarm bo prędkość zadana = 0 i rzeczywista = 0 Można też sobie zrobić w machu linijkę świetlną, tak żeby pokazywało obciążenie wrzeciona w %, jeżeli obciążenie przez określony czas wyniesie x % to dopiero wtedy wywali błąd.
Ale nie wiem czy to się sprawdzi w przypadku kressa.
Na osi zamontować impulsator i porównywać prędkość zadaną z prędkością rzeczywistą wrzeciona.
W przypadku ręcznego wyłączenia wrzeciona nie wystąpi żaden alarm bo prędkość zadana = 0 i rzeczywista = 0
-
 cnccad
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
proponuję cos takiego
True power monitoring P1WP firmy pilz. Stosuję to w piłach mechanicznych . Za duży opór na tarczy , prąd rośnie to posuwy spadają aż do zatrzymania przez to urządzenie.
ustawia się wartości graniczne i potem przez PWM wyjście do dalszej kontroli.
True power monitoring P1WP firmy pilz. Stosuję to w piłach mechanicznych . Za duży opór na tarczy , prąd rośnie to posuwy spadają aż do zatrzymania przez to urządzenie.
ustawia się wartości graniczne i potem przez PWM wyjście do dalszej kontroli.
Pozdrawiam robaczki kolorowe :)






