




")
Jak prawidłowo skonfigurować PikoCNC dla maszyny z paskami.
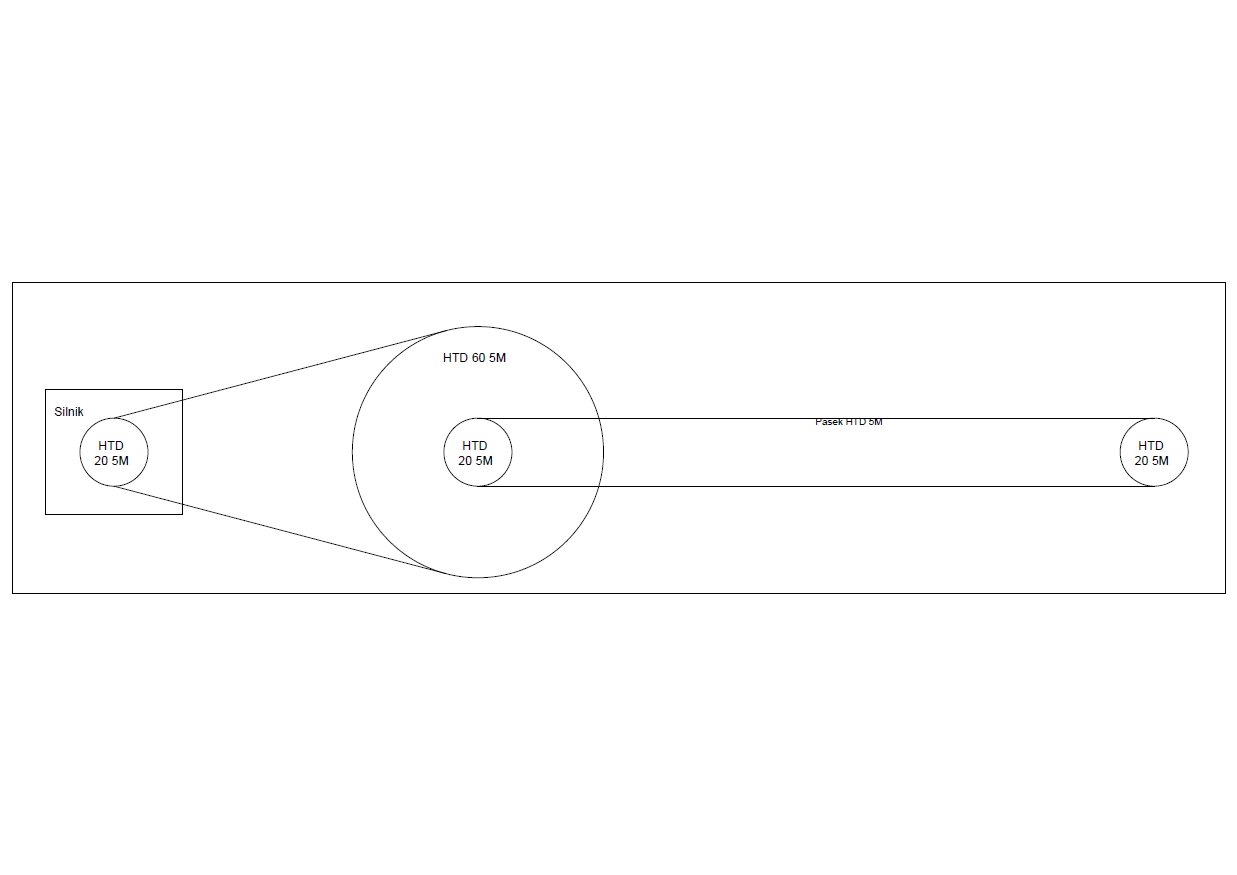
Mam Sterownik Zelrp z podziałem kroków ustawionym na 1/16, do tego paski HTD 5M z przełozeniem 1/3 (wg. rysunku poniżej), silniki od kolegi Markomp 1.9Nm (200 kr na obrót)
Panel konfiguracji PikoCNC
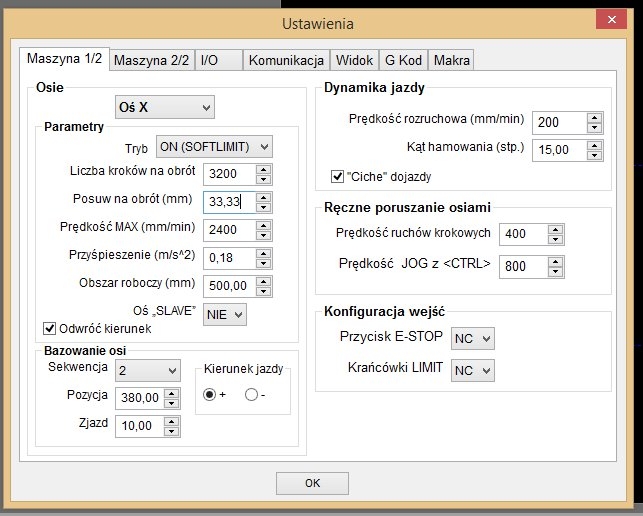
Z tego co mi się wydaje to w polu : Liczba kroków na obrót powinienem wpisać : 3200 (200*16 = 3200)
Nie wiem jak policzyć posuw na obrót. Czy ktoś z kolegów jest w stanie pomóc mi to skonfigurować ?


")
")






