



Pomiar sondą Renishaw - błąd
-
1q1q1q1q
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 145
- Rejestracja: 07 sty 2011, 17:48
- Lokalizacja: Polska
Pomiar sondą Renishaw - błąd
Witam. Pobrałem ze strony solidcama podprocesor z cyklami do sondy . niestety przy generowaniu gkodu wywala błąd. Może ktoś podpowie co jest nie tak.»
- Załączniki
-
-
- gMill_Makino_Fanuc_3x_Eval - with solidprobe.zip
- (20.91 KiB) Pobrany 233 razy
Tagi:


-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin

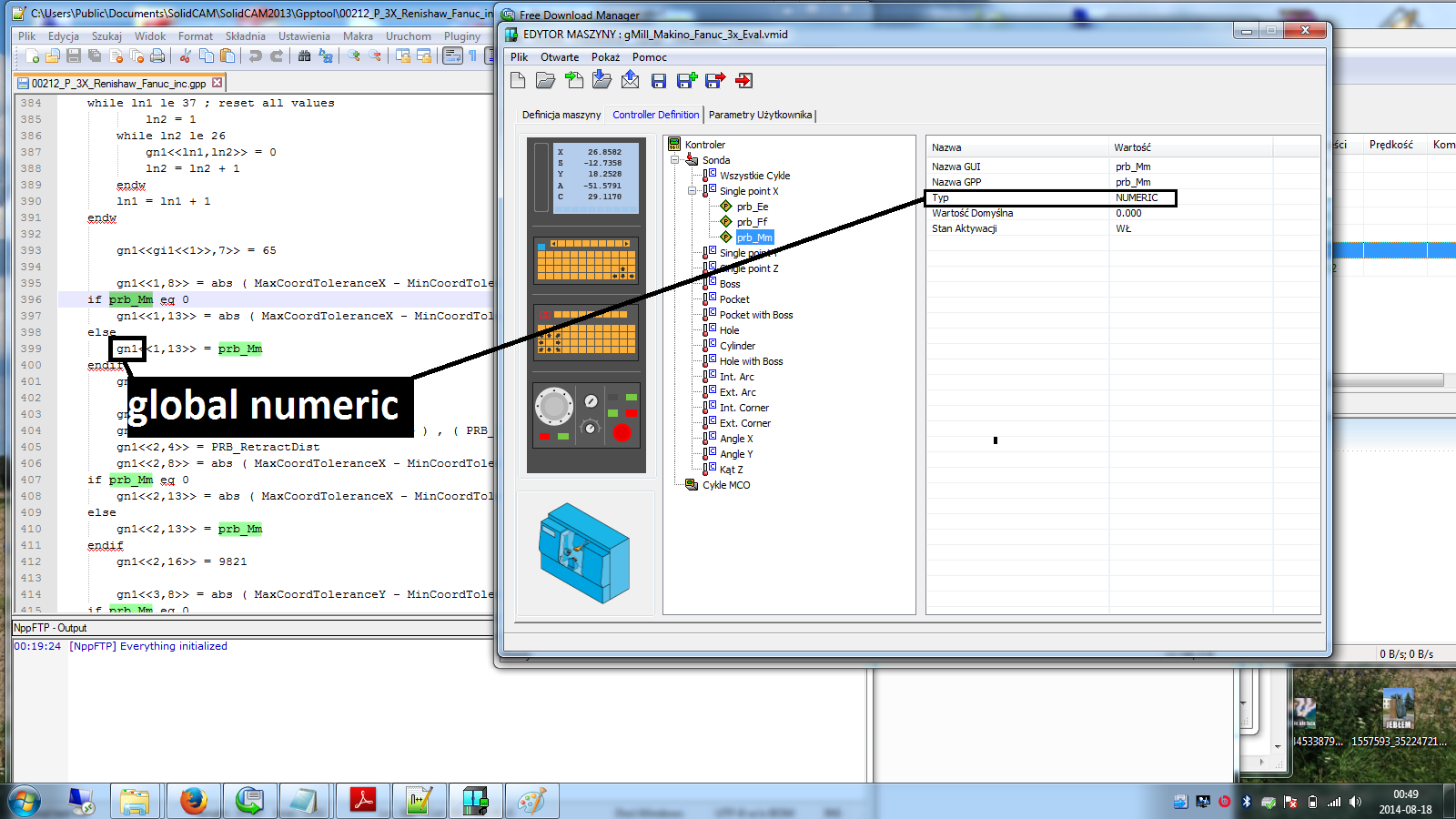
Musisz zainicjować te parametry w pliku vmid.
G65 P9811 Xx or Yy or Zz [ Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww ]
prb_Ee
prb_Ff
prb_Hh
prb_Mm
prb_Qq
prb_Ss
prb_Tt
prb_Uu
prb_Vv
prb_Ww
rozumiesz? cykl 9811 może przyjmować opcjonalne parametry i trzeba dopisać je do maszyny..
Pozdrawiam!
G65 P9811 Xx or Yy or Zz [ Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww ]
prb_Ee
prb_Ff
prb_Hh
prb_Mm
prb_Qq
prb_Ss
prb_Tt
prb_Uu
prb_Vv
prb_Ww
rozumiesz? cykl 9811 może przyjmować opcjonalne parametry i trzeba dopisać je do maszyny..
Pozdrawiam!
...Programowanie ma to do siebie, że urzeczywistnienie nawet najbardziej
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
.... , a na której bazie to mierzy ?djronin pisze:Musisz zainicjować te parametry w pliku vmid.
G65 P9811 Xx or Yy or Zz [ Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww ]
prb_Ee
prb_Ff
prb_Hh
prb_Mm
prb_Qq
prb_Ss
prb_Tt
prb_Uu
prb_Vv
prb_Ww
rozumiesz? cykl 9811 może przyjmować opcjonalne parametry i trzeba dopisać je do maszyny..
Pozdrawiam!
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin
Mierzy na tej którą wybierzesz podczas wybierania geometrii w SC a aktualizuje te którą podasz w parametrze S.WZÓR pisze: .... , a na której bazie to mierzy ?
Przykład:
S1 - G54
S2 - G55
S101 - G54.1 P1
S102 - G54.1 P2
Dokładny opis parametrów masz tutaj http://chomikuj.pl/felolub/Dokumenty/Te ... 305881.PDF według tego opracowania trzeba uzupełnić dane w pliku maszyny vmid.
Pozdrawiam.
PS. Istnieje możliwość że post ze strony będzie wymagał poprawek albo dopisania kilku funkcji. Należy uważać podczas odpalania kodu na maszynie tym bardziej pracując z tak drogimi narzędziami jak sonda pomiarowa. Gdybyście chcieli coś zmienić w postprocesorze to piszcie na pewno postaram się pomóc.
Czy wszędzie trzeba dopisywać parametry?? wydaje mi się że jeśli parametr Prb_Ss powtarza się w każdym cyklu do dodajemy go w pliku vmid tam gdzie jest Wszystkie Cykle a te parametry, które są unikatowe dla jakiegoś cyklu podajemy konkretnie w nim.
...Programowanie ma to do siebie, że urzeczywistnienie nawet najbardziej
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Dzięki za info.djronin pisze:Mierzy na tej którą wybierzesz podczas wybierania geometrii w SC a aktualizuje te którą podasz w parametrze S.WZÓR pisze: .... , a na której bazie to mierzy ?
Przykład:
S1 - G54
S2 - G55
S101 - G54.1 P1
S102 - G54.1 P2
...
Nie ma potrzeby ..... , ja cykle sondowe dopisuję (jak trzeba) do programu z pulpitu....
... Gdybyście chcieli coś zmienić w postprocesorze to piszcie na pewno postaram się pomóc. ....
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin
Ja też bo nie mamy wykupionej tej opcji ale to robię tak, że tworzę plik w którym piszę program na sondę i dodaję go do projektu aby przy każdym przeliczeniu kodu był automatycznie dodany.
Pozdrawiam Artur.
Pozdrawiam Artur.
...Programowanie ma to do siebie, że urzeczywistnienie nawet najbardziej
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin
Mała aktualizacja:
Kod: Zaznacz cały
PARAMETRY, KTÓRYCH SILIDCAM NIE POBIERA AUTOMATYCZNIE I NALEŻY JE DODAĆ W PLIKU *.VMID
prb_Ee - INTEGER - Wartość doświadczalna. Numer offsetu dla stałego błędu.
prb_Ff - NUMERIC - Procentowa wartość zwrotnej informacji kontrolnej przy aktualizacji offsetu.
Wprowadza wartość z przedziału od 0 do 1 (0% do 100%). Wartość domyślna = 100%.
Również:
Szybkość posuwu w makrze zabezpieczanego pozycjonowania (O9810)
prb_Hh - NUMERIC - Wartość tolerancji mierzonego wymiaru elementu.
Przykład: W przypadku wymiaru 50,0 mm +0,4 mm –0 mm, znamionowa
tolerancja wyniesie 50,2 mm przy ustawieniu H.2.
prb_Mm - NUMERIC - Tolerancja rzeczywistego położenia elementu. Strefa cylindryczna wokół
teoretycznego położenia.
Przykład: M.1 ustawia tolerancję rzeczywistego położenia jako 0,1 mm.
prb_Tt - INTEGER - Numer aktualizowanego offsetu narzędzia
Przykład: T20 aktualizuje offset narzędzia o numerze 20.
prb_Uu - NUMERIC - Górne ograniczenie tolerancji. Gdy zostanie przekroczona ta wartość, nie
dochodzi do aktualizacji offsetu narzędzia ani offsetu roboczego, a cykl
podlega zatrzymaniu z sygnalizacją alarmu. Ta tolerancja dotyczy
zarówno rozmiaru, jak i położenia, tam gdzie ma to zastosowanie.
Przykład: U2. ustawia górne ograniczenie tolerancji jako 2 mm.
prb_Vv - NUMERIC - Strefa zerowa. Jest to ta strefa tolerancji, gdzie nie następuje korekcja
offsetów narzędzi.
Wartość domyślna = 0
Przykład: V.5 dla strefy tolerancji ±0,5 mm.
prb_Ww - INTEGER - Dane do wydruku
1. = Tylko zwiększenie numeru elementu.
2. = Zwiększenie numeru części i resetowanie numeru elementu.
Przykład: W1.
PRB_Overtravel - Qq q= Odległość przekroczenia wychylenia sondy, gdy wartości domyślne nie są
NUMERIC odpowiednie. Wtedy, podczas wyszukiwania powierzchni, sonda będzie
wychylać się poza spodziewane położenie.
Wartość domyślna = 4 mm (0,16 cala) w osi Z oraz 10 mm (0,394 cala)
w osiach X i Y.
Wykorzystywana także w makrze optymalizacji (O9836) (patrz rozdział 9,
"Cykle dodatkowe", aby uzyskać szczegółowe informacje).
Przykład: Q8. ustawia odległość przekroczenia wychylenia jako 8 mm.
NAZWA CYKLU OPCJONALNE DANE WEJŚCIOWE | ZMIENNE KTÓRE NALEŻY DODAĆ W PLIKU VMID
O9810 Protected positioning cycle Ff Mm | prb_Ff prb_Mm
O9811 X Y Z single surface measurement Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9812 Web/pocket measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9814 Bore/boss measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9815 Finding an internal corner Bb Ii Jj Mm Qq Ss Uu Ww | prb_Mm prb_Uu prb_Ww PRB_Overtravel
O9816 Finding an external corner Bb Ii Jj Mm Qq Ss Uu Ww | prb_Mm prb_Uu prb_Ww PRB_Overtravel
O9817 4th axis X measurement Qq Bb Ss Ww | prb_Ww PRB_Overtravel
O9818 4th axis Y measurement Qq Bb Ss Ww | prb_Ww PRB_Overtravel
O9821 Single angled surface measurement Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9822 Angled web or pocket measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9823 3-point bore or boss measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9843 Angle measurement in the X or Y plane Aa Bb Qq Ww | prb_Ww PRB_Overtravel
O9857 Automatic length and diameter setting ?? |
O9858 Rotating tool broken tool cycle ?? |
...Programowanie ma to do siebie, że urzeczywistnienie nawet najbardziej
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...






